
KBDM Face Milling Platform for Automotive Aluminum
May 1, 2017
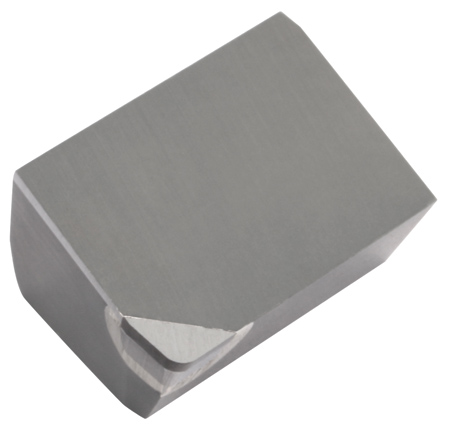
KBDM PCD inserts are available in a variety of sizes. Here, a mini-tip suitable for finishing cuts is shown.
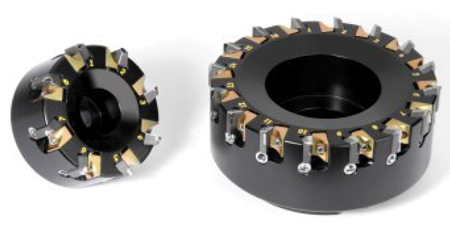
KBDM cutters are stocked in standard sizes of 2.5" - 8.0" (63 - 200 mm), although specials up to 21.5" (550 mm) in diameter are possible.
Kennametal offers its KBDM face milling platform for challenging aluminum alloys used in automotive applications.
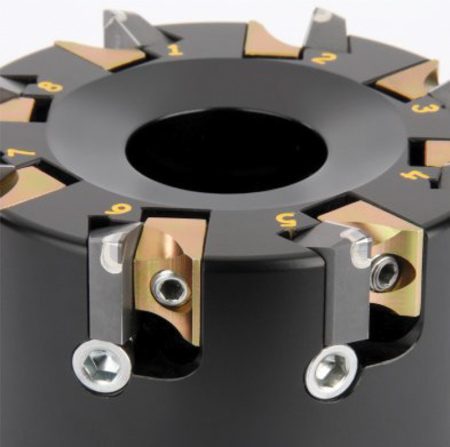
"With the KBDM system, finishes of 2 to 3 µm Ra are easily obtainable, as is tool life between indexing of 40,000 engine blocks, cylinder heads and other automotive components," said Tim Marshall, Senior Global Product Manager for Indexable Milling at Kennametal. "This new face milling platform uses a fine-pitch aluminum body with wedge-style clamps and adjustable pockets. A variety of polycrystalline diamond (PCD) inserts are available, from mini-tips for light finishing cuts to full face wipers, standard cartridge inserts and 1/2 in. (12.7 mm) axial cutters for heavy roughing and shoulder cutting."
Designed for high-volume machining, the KBDM is stocked in standard sizes of 2.5 - 8.0" (63 - 200 mm), although the company offers custom solution capabilities. "We can offer cutters up to 21.5 in. (550 mm) in diameter," Marshall said. "This allows customers to machine very large components in a single pass. We also have options for integral shank bodies, HSK mounting, left hand cutter rotation, as well as special edge preps and nose radii."
Since automakers often create their own proprietary aluminum alloys, Kennametal has developed two PCD grades to complement the KBDM system: KD1400 uses small diamond grains and offers enhanced chipping resistance and good wear attributes, while KD1425 uses large diamond grains, giving it improved abrasion resistance and thermal stability but only slightly lower performance where chipping is a concern. Both are capable of high cutting parameters depending on the alloy and set-up rigidity. Kennametal recommends an initial cutting speed of 3,280 ft/min (1,000 m/min) and feedrates of .004" per tooth (0.01 mm), although higher values are possible.
"A major machine builder conducted cutting tests for us against several competitive solutions," said Marshall. "Using a 24-tooth 6.0 in. (150 mm) diameter face mill at 80% radial engagement and 0.04 in. axial DOC (1 mm), we ran at a feedrate of 0.006 in. IPT (0.15 mm) and 9,600 ft/min surface speed (2,926 m/min). This comes out to 6,112 RPM, with a table feed of 880 IPM (22,350 mm). The KBDM produced a 14.7 Ra surface finish, several points better than the other cutting tools."
Marshall recommends presetting the KBDM offline using an optical or video style presetter. "A small amount of lubricant should be applied to the adjustment and locking screws, as well as the wedge side of the pocket," he said. "Turn the axial adjustment screw until the insert is 0.0004 - 0.0006 in. (0.010 - 0.015 mm) below the final set height, tighten the locking screws to 31 in/lb. (3.5 Nm) - do not overtighten - and then adjust each insert to its final height position. If using a wiper insert, set it 0.0006 - 0.0008 in. (0.015 - 0.020 mm) higher than the rest.
"It is simple to set up. Users can easily get everything within a couple of microns. That is one of the keys to successful face milling, not only for proper balance at high spindle speeds but also for achieving the desired surface finish. When finishing a deck face on a block or head, both are critical."
For more information contact:
Kennametal Inc.
1600 Technology Way
P.O. Box 231
Latrobe, PA 15650
724-539-5000
www.kennametal.com