SNAP is a simple tool for deburring and/or chamfering through holes on the top and bottom without reversing the spindle, dwelling or indexing the part.
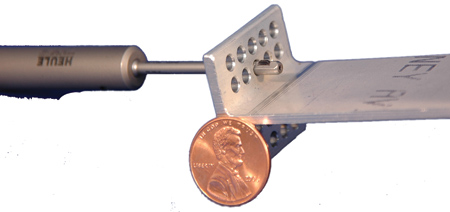
Despite the small size, the MICRO series SNAP tools offer an easy blade change solution.

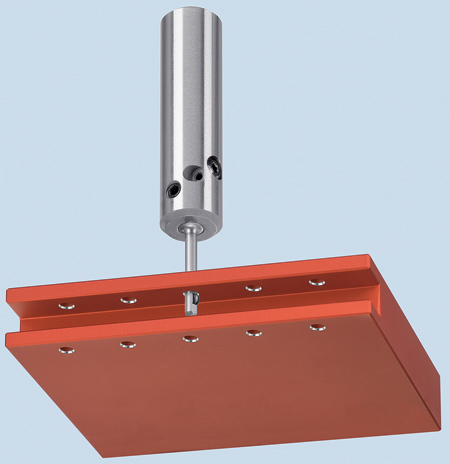
Workpiece before and after deburring with SNAP chamfering tool.

Often success is all about having the right tool for the job. Popular multi-tools pack a variety of tools in one convenient package, making sure the customers always have the tools they need within reach. One manufacturer of these ready-for-anything products employs hundreds of skilled workers and machinists to stamp, assemble and machine all components in-house.
To meet high production demands while providing the high quality that the popularity of the brand guarantees, every step of the manufacturing process has to be as efficient as possible. Approximately 95% of the machining is done in an automated state, with an operator feeding a vertical machining center (VMC), according to a manufacturing engineer at the facility.
For years, parts were deburred by hand on a buffing wheel-a step that broke that automated process and added critical seconds per cycle. This production team works with stainless steel, primarily grade 4240 or 17-4 PH. Machining stainless steel is a messy process, and removing spare material or buffing rough edges by hand takes a skilled operator. At best, the look and quality of the parts were inconsistent; at worst, deburring by hand produced off-spec parts that had to be scrapped.
To maximize time on the production line and maintain a consistent, quality finish part after part, the manufacturing engineer brought in Heule Tool's SNAP chamfering carbide tool. The SNAP tool is designed to provide high quality, consistent chamfers and burr removal without the need for adjustment or operator intervention.
The MICRO SNAP saves time by chamfering two sides of a hole in one pass. As the rotating tool is fed into the hole, the front cutting edge deburrs the top of the hole by cutting a 45° chamfer. When the blade is forced into the part, the blade slides back in the blade window, and only the ground sliding surface touches the hole, protecting it from damage while the tool is fed through the part. This prevents the need for stopping or reversing the spindle.
When the blade reaches the back of the part, a coiled spring pushes it back out into cutting position. As the blade is withdrawn, it deburrs the back edge. When the blade is again in the blade window, the tool can be rapid fed out and on to the next hole.
Recently, this manufacturing engineer revamped the manufacturing process to machine a new part, adding a step that created an additional burr. The extra step would have added considerable time if deburring was done by hand, but the automated SNAP tool made it just another part of the process.
Initially introduced to HEULE through a trade magazine, the manufacturing engineer visited the company online and found the website helpful and intuitive. He then reached out to a regional sales associate to talk through their process and ensure that he had selected the correct tooling. "They were quick to respond," said the manufacturing engineer. "The president of HEULE came in as well to show the production team how to use the tool and showcased its benefits."
Not only does the SNAP tool speed up the manufacturing process, but it also keeps the production line moving. Often, one cause of sluggish production is downtime due to repairs or maintenance. To keep the blades producing consistent quality, the company uses tool tracking coding in their machines.
Before putting the tool on the line, the production team does a study to see how far they can push the blade before it fails. Then they code the machine to stop 10% before failure and change the tool out rather than risk wasting material machining an off-spec part.
"There are pros and cons to this philosophy, but it beats doing an inspection every cycle to check if the blade is broken," said the manufacturing engineer.
Using tool tracking, the company knows that each blade deburrs about 8,500 holes per hole size before changing out the insert.
The Heule SNAP tool provides this multi-tool manufacturer more chamfering and deburring, and does it faster than deburring by hand, preventing sluggishness and downtime due to maintenance or repairs.
"Whether worn on a belt loop or stashed in a toolbox, we try to put the right tools into the hands of our customers," said the manufacturing engineer. "By adding Heule Tool's SNAP chamfering tool, our production line has the right tool for the job as well."
For more information contact:
Heule Tool Corporation
131 Commerce Dr.
Loveland, OH 45140
800-213-4341 / 513-860-9900
info@heuletool.com
www.heuletool.com