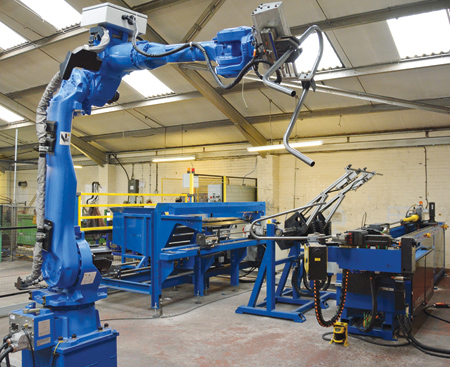
This custom-designed automated production cell from Unison is helping the Walsall Wheelbarrow Company to double manufacturing output.


Walsall Wheelbarrow Company can now manufacture 3,500 wheelbarrow frames per day.
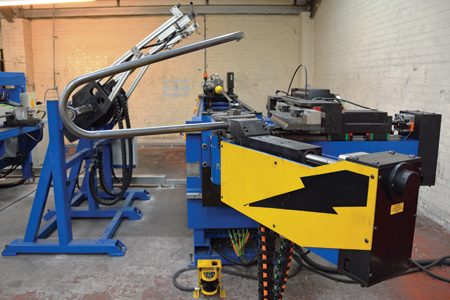
This Unison all-electric tube bending machine forms an integral part of the Walsall Wheelbarrow Company's new automated production cell.
The Walsall Wheelbarrow Company has installed a second custom-designed automated production cell from Unison to help meet demand for its "barrow in a box" product. The cell is part of a new production line that makes the frames for these wheelbarrows, and fully automates all tube bending operations. The cell has enabled the company to increase manufacturing throughput from 1,800 to 3,500 wheelbarrows per day.
"Our first Unison production cell was the catalyst for production expansion," said Jonathan Thacker, Operations Director at The Walsall Wheelbarrow Company. "It enabled us to re-engineer our manufacturing operations for high volume production and freed up skilled staff for future product development. The success of our barrow in a box range is due in no small part to the manufacturing flexibility that the cell introduced. Increasing demand meant that we needed to expand capacity even further, so in 2014 we invested in a six-robot press line for wheelbarrow pans, followed about six months later by this second Unison cell for frame manufacturing."
The Walsall Wheelbarrow Company is the only wheelbarrow manufacturer that uses UK-only parts. It makes all of its barrow products in Wolverhampton, using an extensively automated process. The company installed its first automated production cell from Unison in early 2012. Based on an all-electric twin-head bending machine and a robotic handler, this replaced two early-generation hydraulic tube benders and a hole punching station, streamlining operations by allowing multiple processes to be performed simultaneously. Capable of fabricating almost three parts a minute, the cell helped Walsall Wheelbarrow to increase production capacity from 1,500 to 1,800 frames per day, while reducing scrap and operating costs.
Later in 2012, Walsall Wheelbarrow launched its innovative barrow in a box line of products. These are supplied in flat-pack form so that customers can easily take their purchase home with them in the trunk of a car. The concept has proven popular with retailers and customers, so the company recently sought to further increase manufacturing capacity with another production line to keep up with demand.
The new production cell comprises a tube bundle loader, tube orientation station, intermediate dual-arm loader, bending machine and a 5-axis articulated robotic handler. All five stages are controlled by a central PC. The tube bender is based on a customized 30 mm (1.25") single-stack all-electric model from Unison's Breeze range. It features a long, narrow neck and bend head that is specifically designed to facilitate precision fabrication of the tight wheel-end bend of wheelbarrow frames, without causing the tube to collide with machine architecture during the process.
Once the bundle loader's hopper has been filled and the operating program has been selected, the entire production cell operates automatically. The bundle loader feeds tubes individually to the tube orientation station, which detects the weld seam and rotates the tube to the optimum position for bending. The tube is then transferred to the bending machine by the intermediate loader, and after being bent to shape is removed by the robotic handler and placed in a multiple rack storage scheme, ready for hole punching and powder coating.
This latest Unison cell forms an integral part of a new production line that is primarily designed to manufacture frames for Walsall Wheelbarrow's barrow in a box products. However, the cell is programmable and can also be configured for a variety of tube bending tasks to help handle peak production of other products. Each barrow in a box frame comprises three separate parts (to facilitate compact packaging) and is fabricated from 30 mm diameter steel tubing in up to 2 m lengths. During a standard eight-hour shift, the cell is capable of producing around 1,000 complete frames.
Walsall Wheelbarrow has become a strong advocate of automation, believing that it is key to maintaining a competitive advantage. "The only other way that we could expand manufacturing capacity would be by importing ready-made parts, which is inflexible and raises quality control and scheduling issues," said Thacker. "We now operate the most efficient wheelbarrow production line in Europe. We have also almost eliminated hydraulic tube benders from our process, in favor of Unison's all-electric technology. This has multiple advantages, including better process consistency, higher throughput, much lower energy costs and reduced need for skilled operators. Our standard production capacity is now 2,800 wheelbarrows a day - and we can easily increase this to 3,500 at times of peak demand simply through extended shift working."
Because barrow in a box products are designed for easy assembly by customers, the frame parts need to be bent very accurately, with precision placement of the various bolt fixing holes. The tubes are therefore swaged prior to bending and the holes are punched afterwards on a separate machine. The production cell's tube orientation station ensures that frames are bent in such a manner that holes are never punched through tube weld seams. This also helps to ensure process consistency, because the seam affects the spring-back characteristics of the tube during bending.
The weld seam detection system works by evaluating the magnetic flux density of the tube as it is rotated, which provides a reliable method of correctly orienting the tube prior to bending. A key advantage of this approach is that it is impervious to the prevailing light conditions, which can affect the accuracy of automated vision systems.
In addition to the Breeze machine's Unibend control software, Unison has also supplied its Opt2Sim tube bending simulator. This is enabling Walsall Wheelbarrow to implement a right-first-time manufacturing strategy - eliminating scrap material and any chance of damaging parts or the bending machine - by trialing bending programs before starting production. In the first six months of use, the company has successfully developed some 20 programs for bending tubular parts for a wide range of its products.
The simulation software uses a computer aided design (CAD) model of the bending machine to generate detailed video imagery. It offers collision detection facilities, with user-adjustable parameters for real-world environmental factors such as the distances between the tube centerline and the ceiling, floor and walls of the production area, and has built-in artificial intelligence to reiterate bend cycles until a successful solution is found.
For more information contact:
Dale Coates
Unison, Ltd.
North American Sales & Service Office of Unison, Ltd.
28 Schenck Parkway, Suite 200
Asheville, NC 28803
828-771-0850
dalec@unisonltd.com
www.unisonltd.com
Walsall Wheelbarrow Company Ltd
www.thewalsallwheelbarrow.co.uk