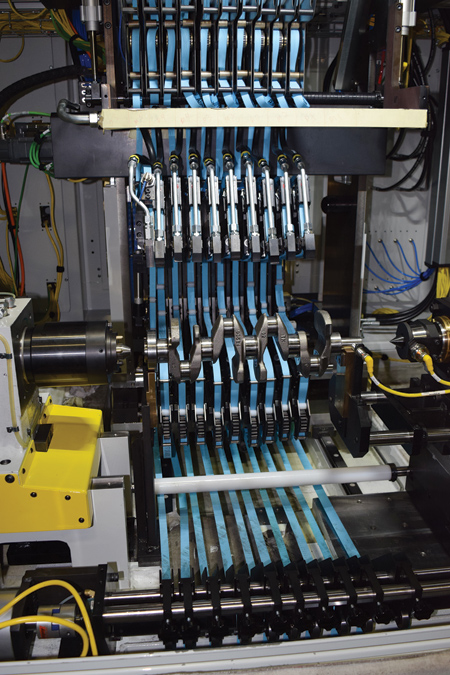
A crankshaft's main and pin bearings - a critical surface in an automotive engine - are finished to micron tolerances in short cycles by a flexible IMPCO microfinishing system. The blue strips are microfinishing abrasive tape that polish the bearing journals as the tooling closes on the journal from above and below. The system can be changed over in minutes to process a different size crankshaft, saving hours of downtime.
A CNC microfinishing system by IMPCO Microfinishing is designed to polish the critical cylindrical bearing journals of a range of different size crankshafts to micron tolerances consistently and automatically without the need to manually change and reposition the tooling, reducing changeover time from many hours to a few minutes.
"IMPCO's Worldstar 1680 is the first fully flexible microfinishing system for the automotive industry and was built in response to the requirements of a European automaker for installation in Brazil," said a company spokesperson.
Microfinishing is the process that removes the microscopic amorphous surface material left from the grinding of a dimensionally finished part, such as a crankshaft, camshaft or pump shaft, to permit a highly precise fit to a mating part. "IMPCO microfinishing is used to generate the final functional surface texture required for friction reduction, higher performance and greater reliability of the precision shafts. Microfinishing tolerances are unattainable with grinding," said the spokesperson.
"In today's automotive engines, the surface texture on these functional key features on the internal engine components are microfinished to very fine tolerances that enable combustion engines to operate more efficiently and to meet emissions, horsepower and fuel economy goals," said Mark Hendel, IMPCO Global Sales Director.
In the IMPCO microfinishing machine, abrasive film is fed through a pair of opposed arms, each holding tooling that is shaped to fit over the part's cylindrical bearing journals. During the process, the arms close around the journals, holding the film against the rotating part for a specified time to achieve the desired surface texture.
The part may undergo several increasingly fine levels of finishing to produce the final finish. The IMPCO machine processes a 4-cylinder crankshaft through three levels of microfinishing plus thrust face finishing. In the automotive industry, surface finish parameters used to evaluate the surfaces of the crankshafts include Ra, Rk, Rpk and Rvk.
The flexibility of the machine to automatically position any of its 11 pairs of arms in any position to accommodate a range of crankshaft sizes will save the automaker time during changeover and avoid the need to retool the machine. The machine will permit the automaker to produce any crankshaft in its matrix of part dimensions, including variation on bearing pitch (main bearing to pin bearing spacing), currently and into the future.
Each microfinishing station in the 4-machine system is loaded and unloaded automatically with an overhead gantry.
For more information contact:
IMPCO
3417 West St. Joseph Street
Lansing, MI 48917
517-484-9411
sales@impco.com
www.impco.com