
Synchronized movements of the FANUC handling and welding robots

Leak test according to IP65 with vacuum testing system

Tauro installation in Greece

Welding simulation with Fronius Pathfinder

Loading the component lock with the set-up trolley
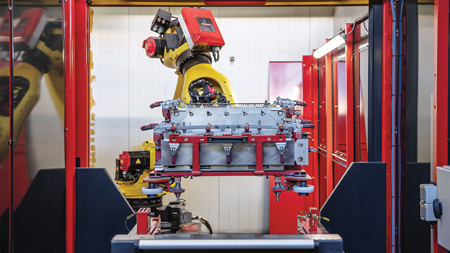
Component handling with the FANUC R-2000iD/210FH handling robot
Fronius Solar Energy in Austria has been a pioneer of solar power from day one. The business unit's history began in 1992 and it was quick to gain momentum. Soon after it was founded, the first Fronius Sunrise inverter was introduced onto the market. Since then, the company has been continuously producing photovoltaic solutions and further developments. The solar enthusiast's vision is "24 hours of sun": a world in which 100 percent of the energy is harnessed from renewable energy carriers. The latest inverter is the Tauro. With a Handling-to-Welding robotic welding system of the latest generation, tightly welded all the way round and intended for commercial use outdoors, it is designed to withstand any weather conditions.
Its double-walled, actively cooled housing makes the Tauro suited for use outdoors. "Whether in rain, heat or direct sunlight, the inverter can withstand all weather conditions and perform to 100 percent of its capabilities," said a Fronius spokesperson. "Developed by future-oriented solar experts, it satisfies international degree of protection IP65. These types of high-tech device are protected against contact, water spray from any angle and the ingress of dust."
"Due to the different sheet thicknesses, the challenges when it came to welding the aluminum housing were huge," explained Jasmin Gross, Fronius Solar Energy. "With Fronius Welding Automation, we have the perfect partner in-house."
First the Simulation
The inverter is produced at the Sattledt location in Austria. The housing and swing doors are welded in a state-of-the-art "Handling-to-Welding" robotic welding cell that has been developed specifically for this job. "We program and simulate all robot movements and welding sequences offline with Fronius Pathfinder, i.e. away from the system on a digital twin," explained Anton Leithenmair, Head of Welding Automation. "This enables us to detect any interference contours in advance. The same applies to axis limits and torch positions. Again, here we can intervene early, without having to wait until the first welding samples. As soon as the welding sequences have been programmed, Pathfinder transfers the data to the post-processor, where it is translated into the language of the FANUC robot. This allows us to save valuable time and costs. Offline programming shortens the robot teaching process in the welding cell by several hours."
Workflow Planning Down to the Minute
Before production begins, the Tauro sales orders are created in an Enterprise Resource Planning (ERP) system. They form the basis for material resource planning (MRP). This is where all production orders for housings and wing doors are generated. Next, a production date is assigned to every order. The detailed planning that follows is carried out by the Manufacturing Execution System (MES). Every order is planned down to the minute, assigned to a free order corridor, and then listed.
Pre-tacking, Set-up Welding
Due to the different sheet thicknesses, the welding of the double-walled inverter housing posed a particular challenge from the outset. "Before we join the individual sheet elements in the robotic welding cell in line with standards, they are manually pre-tacked. We use the MAG welding process for this. Even at this stage, precise work is required," said Christian Kraus, group leader in sheet metal production.
Once tacking is complete and this has been entered on the system terminal, the central system controls release the next step: robotic welding. The housing is now placed on the set-up trolley, clamped and moved into the lock. Once this has been acknowledged, the system starts the next job and the robot program responsible for positioning and welding is selected on the clamping device by means of an RFID (Radio Frequency Identification) chip.
"Regardless of which component we place in the lock, the RFID chip knows which welding program to use," added Kraus. "We can even place an inverter housing in lock one while welding a wing door in lock two via the component feeder and vice-versa. The use of RFID technology enables us to weld components completely independently of their shape, size and quantity. Whether it is a batch size of one or series production, our 'Handling-to-Welding' robotic welding cell can do it all."
Robot and Welding Technology
As soon as the welding process has been started, the FANUC R-2000iD/210FH handling robot takes the component and guides it into the welding cell. It requires virtually no effort to lift the inverter housing. With a range of 2.6 meters, it has a load capacity of 210 kilograms, whereas the aluminum housing, including the clamping device, weighs no more than 140 kilograms. Once the Tauro housing is inside the welding cell, a data matrix code (DMC) is printed onto the base of the housing using inkjet printing technology. This contains the serial numbers of the individual Tauro housings. It is linked to the welding data recorded by the WeldCube data management software during the welding process. This means that every individual weld is 100 percent traceable.
Once the DMC has been applied, the actual welding process begins. While the FANUC ARC Mate 100iD welding robot is doing its work and joining 5.5 meters of aluminum sheet with a total of 96 welds, the handling robot moves the housing into exactly the right position. Some of the welds require perfect simultaneous movements of both robots.
"Pulse Multi Control Ripple Drive is the preferred welding process," explained Leithenmair. "PMC Ripple Drive permits the precise adjustment of the heat input and is perfect for joining sheets of different thicknesses."
Rippled Welds
"If we look at it more closely, PMC Ripple Drive is a special characteristic of the PMC process. One of its main features is a cyclical process switch between PMC and a reversing wire movement via a so-called PushPull drive unit. Perfectly suited to automated welding, the PMC method is much faster than TIG welding. This process still delivers the same beautifully rippled, virtually spatter-free welds," said the spokesperson.
A 1.2 mm thick aluminum-silicon wire is used as the filler material, which is welded with argon shielding gas. The welding processes, wire and gas are all included in the system information for the welding order.
Once the 17.5 minute welding cycle has ended, the handling robot places the component in the lock and the welding cell sends a completion signal to the MES system. While the one lock is being emptied, the other can start the next job.
Predictive Maintenance
The Manufacturing Execution System (MES) manages a wide variety of data. In addition to order management, it also records machine statuses, cycle times, faults and the values from the vacuum test that is performed once all welding work is complete. Maintenance intervals can also be defined using the MES. If, for example, a certain fault is found to occur every 100 operating hours on average, a specific maintenance interval of 99 hours can be set. Maintenance work that is systematically planned in advance extends the service life of welding systems and prevents unnecessary downtimes.
IP65 Requires Perfect Weld Seams
The very few housing details that cannot be completed by the robot are re-welded manually. A specially designed TIG process is used for the aluminum welding in this case. Once all welding work is complete, any welding reinforcements are sanded down, the welds are coated with dye penetrant test fluid and checked for welding faults. Here the test fluid penetrates any imperfections in the material.
Once the weld testing is complete, every approved housing enters the leak testing system specially developed by Fronius for the Tauro. This creates a vacuum of 60 millibar inside the inverter housing, which must be maintained for a precisely defined period of time. If the pressure drops by less than 1.8 millibar during this time, the housing is 100 percent leak-tight and satisfies degree of protection IP65.
After the leak test has been passed, the result is saved in WeldCube with the serial number and full traceability is guaranteed. The inverter housing is now ready for powder coating. At the end of the production chain, after assembly, an inverter has been produced that is suitable for large systems and can withstand all weather conditions.
For more information contact:
Fronius USA LLC
6797 Fronius Drive
Portage, IN 46368
219-734-5500
sales.usa@fronius.com
www.fronius.us