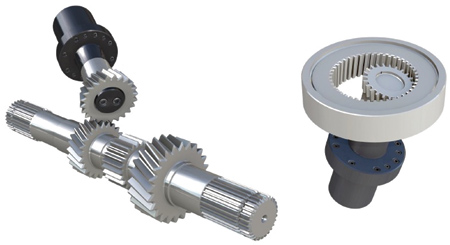
Gear skiving of internal and external gears with a relation of tool and workpiece axis arranged at an angle to each other
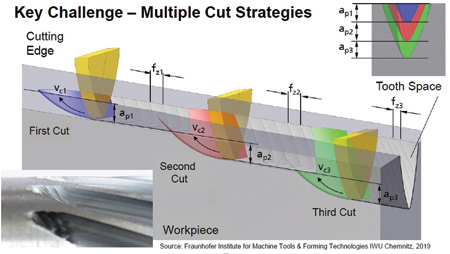
Production of the tooth space on the workpiece using the multi-cut strategy and illustration of the kinematics with sickle-shaped chip formation when rotating the workpiece and tool with crossed axis arrangement (axis cross angle)
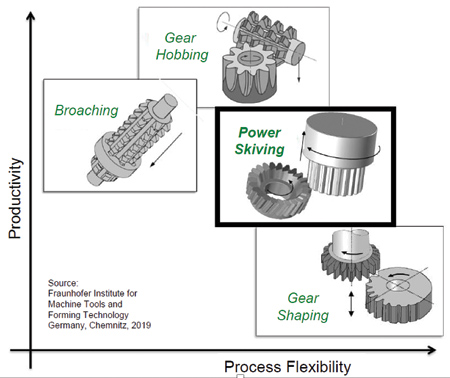
Power skiving in comparison to other gear manufacturing processes
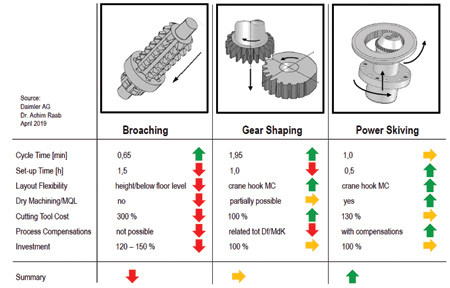
Evaluation matrix of gear machining in series production
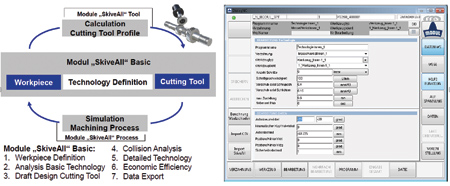
Application software for designing gear skiving processes SkiveAll (left) and input mask of the machine control DialogNC (right: operation, workshop programming, NC program generation, import/export to peripherical units) with direct coupling of both systems

Gear skiving machine MODUL VS 250 with automation and view into the work area

Vertical turning center HESSAPP DVH 500 L WS for power skiving with integrated automation and part supply via conveyor belt
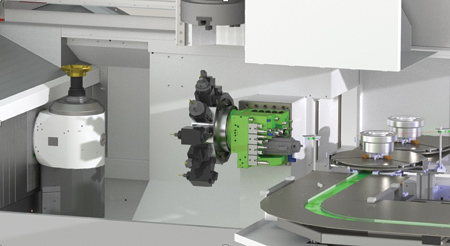
Work area of the CNC turning machining center HESSAPP DVH 500 L WS - view into the work area (suspended workpiece spindle, swiveling tool spindle, tool turret with a.o. driven tools - direct loading/unloading with the workpiece spindle (pick-up)
Like electromobility (e-mobility), the technology of power skiving has been known for more than 100 years and, with the availability of 5-axis machining centers, has found its way into individual and series production due to its process flexibility. With e-mobility, a market is now growing that requires high precision (low running noise) and high power transmission (torque and speed) from the product. The use of planetary gears for reduction or as a differential in the drive system also increases the demand for internal gears. As with all manufacturing technologies, quality, cost optimization, flexibility and productivity are the top issues. Power skiving makes a significant contribution to each of these aspects.
In addition to traditional gear machining processes such as hobbing, gear shaping and broaching, skiving is a continuous machining process for soft and hard machining of internal and external gears. The skiving process is characterized by the tool and workpiece axes arranged in a certain relationship to each other-the axis cross angle. With the coupled rotation of workpiece and tool, a relative movement of the cutting edge in the tooth space is thus created. By superimposing a feed motion, both add to the movements to the feed speed and guide the cutting edge along the workpiece axis. In this way the tooth space is "peeled out" of the workpiece in several cuts. The cutting speed results from the rotational speeds of tool and workpiece in relation to the axis cross angle. Significant for the skiving process is the short machining time (approx. 30% to 50%) in comparison to the likewise flexible gear shaping and the ability to apply the gearing close to an interfering contour (workpiece shoulder). The smaller the axis cross angle, the closer towards the interference contour can be machined.
While the traditional alternative processes for gear machining such as broaching, gear shaping and gear hobbing are mainly used in technology-specific special machines, gear skiving can be applied on special machines and on modern 5-axis machining centers. In recent years, skiving has made a quantum leap in industrial manufacturing with the availability of modern control technology for spindle synchronization, tool technology for high-performance cutting and a machine structure that meets the high demands for rigidity and dynamics.
The main advantage of the above-mentioned process integration is that the components can be finished without-or at least with fewer-downstream machines. This eliminates a large part of the loading and unloading of the components, the intermediate transportation and the quality losses due to clamping faults in the subsequent machining processes. The FFG Group therefore offers users the technology of power skiving on different machine concepts: MODUL gear cutting machine skiving with alternative machining processes; HESSAPP vertical turning machines for disc-type components with swiveling workpiece axis; or the BOEHRINGER shaft turning centers with an optional tool spindle. In an isolated comparison of the machining scope for gear cutting, power skiving can keep up with broaching and gear shaping and only has to admit defeat to classical gear hobbing in terms of economy. However, for series production on a greenfield site, costs, quality and productivity must be assessed as a whole, and the evaluation matrix for power skiving can be even more advantageous.
Advantages of power skiving:
- Elimination of the loss of accuracy with multiple clamping in subsequent operations (quality improvement) - turning (as well as other operations) and gear cutting in one clamping
- Floor space-saving process due to less logistics space for subsequent machining
- Lower total investment (no special foundations (broaching), periphery, operating and maintenance costs in the system)
- Economical machining due to short machining times (compared to gear shaping)
- Process flexibility (process optimization, retooling, path compensation, tools, cutting materials)
- Dry machining possible, no need for cooling lubricant or oil (environment, costs)
- Product flexibility (quick changeover to other workpiece types, gear profiles, straight and helical gearing)
- Production of gears close to interfering contours (shaft shoulder)
- Internal and external gearing
- Soft and hard machining - Roughing and finishing
- Hardening distortions can be compensated by tool path corrections
- Broad competence of machine and tool suppliers.
The obvious advantage of power skiving can be found in process integration. This background also explains the FFG Group's multiple path approach to machine development. Both machines for power skiving offer additional machining technologies such as turning, drilling and milling in addition to the gear skiving process. In the process combination, a workpiece can be almost completely machined on the machines. "With the power skiving option on the HESSAPP DVH 500, which is very well established in the market, we approach those customers that have to apply a gear to the turned part. With the MODUL VS 250, the focus is on the classic manufacturer of gears and transmissions," said a MAG spokesperson.
A special software package for technology and process development for simulations and process visualization is available for both machines. FFG's skiving software is compatible with the "SkiveAll" design and simulation software from IWU Chemnitz, an institute of the Fraunhofer Gesellschaft.
SkiveAll contains algorithms for the optimization of component quality. A kinematic process model is created from the workpiece analysis and the required tool geometry is calculated. In order to fully exploit the potential of skiving, this digital process twin also takes into account the machining forces, tool wear and stress on the processing machine. The process (cutting sequence, cutting values, machine settings and other data) is exported to the machine where it serves as the basis for the automatic generation of the NC machining programs.
When coupled with a measuring machine, the data is transferred in Gear Data Exchange (GDE) format or in customer-specific formats. This allows a closed process chain to be established from the workpiece drawing to the finished product. "Closed Loop Manufacturing" is becoming a key issue for gear machining in order to further strengthen its position compared to the gear cutting processes of gear shaping, broaching and hobbing, which have been continuously developed for decades.
Another component is the MODUL TOOL MANAGER, a sophisticated tool management system that has already been supplied with gear hobbing machines.
For services, FFG offers support through the digital maintenance manual installed on the machine, which provides maintenance and repair instructions in words and pictures directly at the machine. The display of maintenance intervals or the preventive announcement of due maintenance is just as possible as the logging of completed tasks. All service data can be uploaded and evaluated externally.
The gear skiving machine MODUL VS 250 complements the successful product range of gear hobbing machines with the power skiving technology. The process and production advantages described above are primarily aimed at suppliers and production plants in the automotive industry, regardless of the drive concept with combustion engine or e-drive. However, the machine with its tool magazine is also suitable for more complex workpiece assortments in small and medium volume production.
The 30 kW main spindle of the VS 250 allows a tool speed of 8,000 RPM; the workpiece spindle offers a maximum speed of 4,000 RPM. The tool magazine, already included in the basic equipment, has six pockets for tools with an HSK 100 interface.
Additional features:
- Maximum producible module m: 6
- Maximum workpiece diameter: 250 mm
- Automation through integrated loading gantry or external robot
- Possibility of mirrored design for integration into existing production lines or when replacing existing machines.
The vertical Pick-up Turning Machining Center DVH 500 L WS can pick up and completely machine workpieces up to a swing diameter including clamping elements of 500 mm. For this purpose, driven tools can also be accommodated in the tool turret, which is equipped with MONTRONIX process monitoring. To increase the machine dynamics, the X-axis can be equipped with linear drives on request. In addition to the classic machining operations of turning, drilling, milling and grinding, the power skiving option package now also provides an additional swiveling tool spindle with a torque of 270 Nm, a maximum speed of 7,800 RPM and an HSK 100 tool interface.
Additional features:
- Maximum producible module m: 6
- Integrated workpiece handling from the conveyor belt with the pick-up spindle
- Optimum set-up operation
- Modern special software for workshop programming and process visualization SkiveAll with dialogue programming
- Main spindle with max. 4,000 RPM and 795 Nm @ 40%
- Y-axis stroke +/-300 mm
- Advantage of manufacturing an internal gear for workpieces with an internal shoulder.
Both machine types can be integrated into existing production lines for wheels and shafts as a replacement or supplementary investment or can be used in FFG's turn-key plants with full effectiveness of the potential of multi-process technology. The Algorithmic Production System is particularly suitable for gear production, where not the individual component but components in containers (lots) are transported to the subsequent processing section, offering the best productivity and resulting lowest unit costs. These production systems are characterized by the fact that process-specific machine groups are planned in the system, which are approached with different components depending on capacity utilization and availability. It is therefore essential that the individual machines are designed for the acceptance of different components in volume production and this process flexibility requires the coverage of the largest possible machining scope (e.g., turning, milling, drilling and gear cutting) in one clamping. The logistics target for an order (container/batch) is determined based on the respective current capacity utilization of the production cells and thus the available production and peripheral machines are optimally utilized. Both machine types for skiving can also be optimally integrated into conventional multi-stage production plants and agile manufacturing systems.
Authored by Dr. Manfred Berger, MAG; Stephan Doerr, HESSAPP; and Mario Gruenberg, MODUL
For more information contact:
MAG Automotive LLC
6015 Center Drive
Sterling Heights, MI 48312
586-446-7000
Sales-NA@mag-ias.com
www.mag-ias.com