
The wire becomes a sensor with the new assistance systems for robotic welding from Fronius.
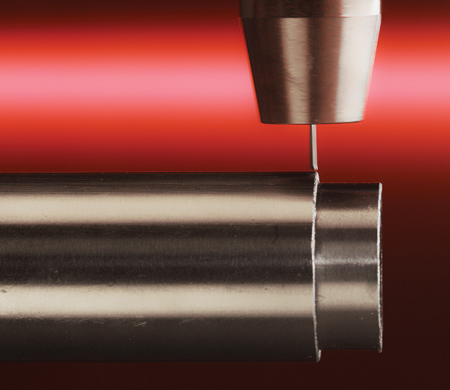
With WireSense, the wire electrode scans the component and detects the edge position and height on both sheets and pipes.

The highly dynamic and precise wire movement of the Robacta Drive CMT drive unit makes it possible to scan the components using the wire electrode.

WireSense can be used with every TPS/i welding system from Fronius that is equipped with hardware for the CMT welding process.

TeachMode from Fronius helps users program the robot path and makes the process more efficient.
Automated welding, completely autonomous and with flawless weld seams-this is our vision. Air gaps, clamping tolerances and other imperfections would become a thing of the past or would be automatically compensated for by the robot welding system. This may still be a long way off in some respects, and yet numerous robotic assistance systems are already helping to reduce manual intervention in automated series production. With WireSense, SeamTracking, TouchSense and TeachMode, Fronius has a wide-ranging high-tech portfolio to suit various applications.
There are a number of systems that assist with automated robotic welding. They all have a common aim: prevent cycle time losses and ensure reliable seam quality. Sensors play a central role here; lasers, cameras or even tactile sensors are designed to detect whether the component is in the right location and whether there are any air gaps present. One can also define how the system responds. However, this additional hardware goes hand in hand with high expense during installation and operation-and investment costs are often high.
What is more, while many of these systems do increase seam quality, they result in cycle time losses. Their interference contours often also restrict component accessibility, which is why Fronius offers an alternative that can tackle these challenges: high-precision control of the welding wire, combined with the rapid data transfer of the TPS/i power source, means that the wire can also be used as a sensor as well as a filler metal-an approach that opens up completely new possibilities.
Detect Edge Positions and Air Gap Heights with WireSense
The patented WireSense technology works together with the welding system to enable the robot to detect the edge position and any air gaps between the sheets. To do so, the wire electrode becomes a height sensor. During the WireSense scanning process, the robot first makes its way to the required position. The welding wire, to which a low sensor voltage is supplied, scans the component with reversing wire movements in the range of 100 Hz. If the wire touches the component, it results in an imperceptible short circuit. The short circuit is then cleared by raising the wire.
The TPS/i power source analyses the change in the position of the welding wire at the instant of the short circuit and makes it available to the robot as a height signal. Together with the positional data from the robot controller and a reference point defined at the outset, WireSense allows each geometrical change on the component to be registered with precision. If the robot and WireSense were to be moved over the workpiece along an infinite series of sequential paths, recording every point in the process, it would theoretically be possible to construct the complete 3D component contour.
In practice, the most important applications of this sensor system are edge and height detection, such as for lap joints. A defined threshold, which lies somewhat below the sheet edge height, is determined in advance. Should the power source detect values that lie above this threshold during the WireSense scanning process, this indicates that the edge of the sheet has been detected and the TPS/i immediately outputs a digital touch signal and the determined height value. As a result, the robot knows where the edge of the sheet is and how high it is.
Edge Detection: Correcting the Robot Path
The robot controller can use this signal to save its current positional data and then correct the robot path by comparing it with the target data. Any component inaccuracies are thus recognized and compensated for. The robot then welds in exactly the right location. Edge detection is already possible for material thicknesses of 0.5 mm and above and sheet thicknesses of up to 20 mm.
Height Measurement: Reliable Welding Despite Air Gap
Since the precisely measured sheet edge height is also transmitted with the digital touch signal, WireSense enables any air gaps between the sheets to be calculated. Assuming they have been specified in advance, the various welding programs-or jobs-stored in the TPS/i can be called up as required for the various air gaps. As a result, the robot can respond appropriately and weld with the welding parameters that are ideal for the air gap dimension in question.
Thus WireSense helps with tolerance fluctuations in the components for welding and also counters tolerances in the clamping technology. The assistance system helps ensure reliable seam quality and reduced rework and component rejects by up to 100% without additional sensor hardware. To achieve this, the Fronius welding system simply needs to be equipped with a CMT-ready system to ensure high-precision control of the welding wire.
Quick Robot Programming with TeachMode
The robot path must be manually programmed before welding can begin-this is called the teach process. It involves the welder or programmer using a teach pendant to control the robot, scan the component and save the positional data. In terms of the quality of the weld seam, it is important that a constant distance is maintained between the component and the contact tip across the entire weld seam. This is called the stick out. Assistance systems can also help with this time-consuming, manual process.
TeachMode from Fronius uses a reversing wire movement to prevent the welding wire from being bent when scanning the component. The reversing wire movement begins as soon as the pre-set stick out is undershot by the robot. At the same time, a visual/audible signal informs users that they must move the welding torch away from the component. This saves users from having to remove the deformed wire or re-measure the stick out, and speeds up the teach process by up to 30%.
Seam Tracking During Welding
The Fronius SeamTracking assistance system is of particular use in the manufacture of railway or construction vehicles. Where thick sheets or long seams are being welded, heat can result in distortion or poor positioning of the components. To ensure the robot welds in the right location, a system is needed that reliably detects the welding position during welding. SeamTracking does just that for fillet welds and prepared butt welds without additional sensor hardware.
To do so, the robot moves back and forth between the two sheets during welding. The robot uses the measured actual values for the individual welding parameters to detect the actual welding position or any deviations. The pre-programmed path is automatically corrected and the robot welds reliably in the correct position.
Detecting a Fillet Weld Position with TouchSense
To compensate for component and clamping tolerances, the robot can use TouchSense to check the position of fillet welds automatically before each weld. To do so, the robot touches the two sheets with the wire electrode or the gas nozzle-which are supplied with a low sensor voltage-at the defined beginning and at the end of the weld seam. The signals contained in the short circuit enable the perfect starting point to be determined.
Save Money with Wire-Based Assistance Systems
In all, the Fronius robot assistance systems enable more efficient and more reliable robotic welding processes. Rework on components can be significantly reduced and the time and effort spent on subsequent re-programming of robot paths decreases since the robot can correct the weld seam path by itself, all of which reduce production costs. With the Fronius assistance systems, the wire electrode doubles as a sensor as well as filler metal. This saves users money and time spent on maintenance for sensor hardware and does not restrict component accessibility.
Authored by Andreas Hummelbrunner, Product Line Manager MIG/MAG High End Robotics, R&D Fronius International GmbH
For more information contact:
Fronius USA LLC
6797 Fronius Drive
Portage, IN 46368
219-734-5500
sales.usa@fronius.com
www.fronius.us