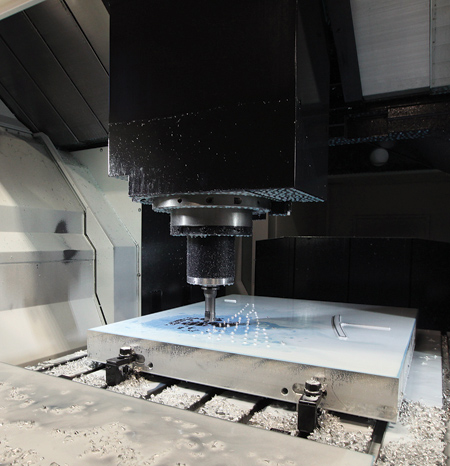
Lifetime Products relies on the speed and accuracy of its Mazak FJV-60/120 VMC to machine molds that involve a lot of up and down Z-axis movement as well as very quick acceleration/deceleration in the cut paths.
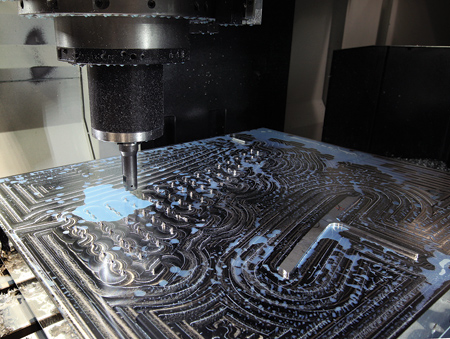
With its other Mazak VMCs, Lifetime Products produces its own machinery, including tooling and other components used to form chair or table legs.


Besides the aluminum machined on its FJV-60/120 VMC, Lifetime Products processes parts made from materials such as A2, D2, S7, 4140 or P20 steels on its other Mazak VMCs.

According to Dennis Norman, a mold engineer with Lifetime Products, the MAZATROL SmoothG control on the Mazak FJV-60/120 makes achieving surface smoothness much easier because of the control's look-ahead functions that keep pace with the machine's fast feedrates, delivering the acceleration and deceleration necessary for producing precision quality plastic products.
One could say that Lifetime Products' competitive advantage depends on the speed at which its mold division can machine tooling used in its blow molds-blow molds that are used to produce basically all of the company's plastic products. The faster the mold division creates the tooling, the quicker the company can get new products to market ahead of its competition. In many instances, that shorter time to market results directly from the mold division's advanced machine tool technology, which gives it the speed, accuracy and reliability necessary to generate upwards of 30 molds per year-and do it 30% faster. This shaves well over a week off of the company's lead times for new product.
Launched by Barry Mower in 1986 and headquartered in Clearfield, UT, Lifetime Products began by selling easily adjustable home basketball equipment. It has since expanded to include a large catalog containing everything from portable picnic tables to heavy-duty storage sheds and simple folding chairs to professional-grade kayaks. For every one of these products, moldmaking serves as a crucial component of the production process.
"For each of our products, we typically produce one to 10 molds for production," explained Dennis Norman, a mold engineer with Lifetime. "Currently, company-wide, we use about 400 total molds, all of which are under the jurisdiction of the mold division in terms of production and maintenance."
The company's mold division produces new tools, modifies older tools for product updates and repairs broken or worn out tools, allowing the shop to build 90% of the company's total tooling needs. After receiving a CAD design of the product model from the R&D team, the shop designs, programs, orders the materials and machines it prior to assembling and testing the mold. Made from aluminum, the tooling is used for blow molds.
To keep production up and running, the shop produces numerous backup molds for each of the company's facilities. They also go beyond molds, creating the tooling for roll forming and stamping dies that shape the metal components for Lifetime's products, such as table and chair legs. While the volume of maintenance requests varies, the shop frequently re-cuts or reshapes mold forms as product designs change.
Smooth surfaces are a must to prevent molded plastic components from sticking to the tooling and to ensure an aesthetically pleasing product. Because of the tooling-grade aluminum workpieces involved, high speed and feeds are a must for the mold shop. "The faster we can machine a mold," said Norman, "the faster we can produce and ship products than our competition. We are always looking for speed to get products designed and produced."
Recently, the shop needed to expand its production capabilities as well as replace some older equipment. To decide on the best machine, the Lifetime team came up with a test part for each machine tool under consideration to make. They first ran it on their own equipment, then used those machining times and surface finishes as a comparison/benchmark for new machine testing.
"We were hoping for a machine that would give us about a 15-20% increase in speed," said Norman. "In testing, one machine did it 30% faster. That machine was the double-column Mazak FJV-60/120 Vertical Machining Center (VMC)."
The FJV-60/120 gets its speed from over 1/2 g of acceleration, in its Z-axis in particular. Complementing the Z-axis acceleration/deceleration rate as fast as 0.57 g are equally fast rates of 0.24 g and 0.31 g in X and 0.31 g in Y. That means that in light-weight mode, the machine gets into the cut quickly with rapid traverse speeds of 1,260 IPM in X, 1,575 IPM in Y and 1,181 IPM in Z in less than a quarter of a second.
When it comes to machining, Lifetime's molds involve a lot of up and down Z-axis movement as well as very quick acceleration/deceleration in the cut paths. "All the machines we evaluated were fast, according to their spec sheets," said Norman. "But when they actually ran the test part, they lost it in the acceleration/deceleration speed, which is critical to reducing mold tool machining time. Fortunately, the Mazak's acceleration/deceleration speed never faltered and was extremely fast."
In addition to the acceleration/deceleration rate, the shop also needed fast spindle speeds, and the Mazak gave them 18,000-RPM, 48-HP spindles. With the significant boost in horsepower over the shop's previous machines, surface smoothness became much easier, especially with the MAZATROL SmoothG control on the FJV-60/120, which uses look-ahead functions to keep up with the fast feedrates and deliver the acceleration and deceleration the shop needs to succeed, and with the precision necessary for quality plastic products.
As a result, the FJV-60/120, machining a typical Lifetime mold program, takes 0.300" depth of cut feeding at about 450 IPM. Material removal is critical, since the shop roughs out its tooling from solid billets to create a finished mold tool with zero secondary operations. Plus, due to the MAZATROL conversational programming language, the 10-person mold division staff can program at the machine and still handle demanding throughputs within two shifts of operation.
"On our older equipment, we would spend upwards of a week bench working a mold tool after machining it," said Norman. "Now, they come off the Mazak and only need maybe a little over a shift's worth of work because the surface finish is so much better. Plus, machine tech support was just as significant a factor. We already have some Mazaks, so we know they are high-quality machines backed by great service."
The shop's other Mazaks are, with the exception of one turning center, all VMCs, all of which machine mostly tool steels. These machines come into play when Lifetime builds a new mold-something the division does about 20 to 30 times per year-and there is typically other equipment that goes with it, such as the form tooling for bending/shaping metal chair arms or legs, along with tooling for any required stamping dies.
The verticals include a VTC-300, a VCN 510C-II and several VERTICAL CENTER SMART 430A machines, while the turning machine is a QUICK TURN UNIVERSAL model. Lifetime utilizes these machines to produce its own machinery, including tooling and other components made from materials such as A2, D2, S7, 4140 or P20 steels used to form chair or table legs. The mold shop machines parts ranging in size from 0.500" square up to those 30" wide by 60" long with tolerances of ±0.0005".
As Lifetime continues to expand its business, its production needs have grown. Just a year ago, the company held a ribbon-cutting ceremony at its new facility in Knoxville, TN. With 1,500 employees across the globe and a vast product range, it shows no signs of slowing down.
For more information contact:
Mazak Corporation
P.O. Box 970
Florence, KY 41022-0970
859-342-1700
www.mazakusa.com