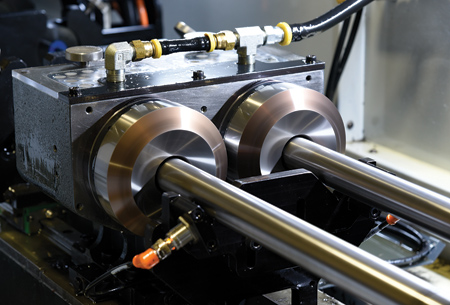
At DRG Manufacturing, a dual-spindle UNISIG UNE12-2 gundrilling machine, with 12 mm maximum part diameter, drills barrels for the shop's automated operations.

DRG relies on its UNISIG equipment to achieve the shop's quality targets with part materials such as 416R pre-hardened chromium stainless steel and 4150 Chrome-Moly Vanadium (CMV).

"UNISIG offered a robotically run cell that could provide the functionality and flexibility DRG required, and the cell resulted in about a 150% production increase over manual operations," said a company spokesperson.

DRG approaches every new product and component build as an opportunity to produce it with the most effective and productive process possible. One of the keys to that productivity has been DRG's fully automated gundrilling and reaming cell from UNISIG.

The user-friendly UNISIG deep hole drilling system control helped DRG shorten its learning curve.
When David Rybacki founded DRG Manufacturing in the Chicago suburb of Lake Zurich in 2015, he started off with nothing except a commitment to manufacture total solutions for his customers. Since he was not basing his production process on existing equipment, he set out to incorporate automated systems and processes that would provide him with the highest levels of productivity.
DRG serves the firearms component industry, and the shop's commitment to quality has yielded dramatic results. In three years, it has grown from six to 40 employees and has increased its business eightfold.
"Business has been very good to us," Rybacki said. His commitment to making parts that exceed expectations has much to do with that success. DRG creates parts to three specific, equally stringent sets of specifications: their own internal specs, MIL-SPEC prints that constitute industry standards, and custom OEM prints supplied by individual customers.
The company approaches every new product and component build as an opportunity to produce it with the most effective process possible. One of the keys to that productivity has been DRG's fully automated gundrilling and reaming cell from UNISIG.
Before Rybacki invested in this cell, he evaluated several other gundrilling machines. "Most were limited to manually operated equipment that would not accomplish Rybacki's objectives. Only UNISIG offered a robotically run cell that could provide the functionality and flexibility DRG required," said a company spokesperson.
"Many companies in our industry put an operator in front of every machine," Rybacki explained. "Instead, our UNISIG automated cell gives us about a 150% production increase over such manual operations."
DRG's automated cell runs barrel blanks with chamfers at each end. A robot picks up a blank from an infeed system and loads it into a dual-spindle UNISIG UNE12-2 gundrill machine with a 12 mm maximum part diameter capability. After the drilling process is completed, the robot moves the blank to a dual-spindle UNISIG UNR20 reamer.
Once the automatic reamer completes its part of the process, the robot moves the blank to a blow-off station to clear oil from inside the barrel. From there, the robot transports the blank to the outfeed station, where it exits the cell to be rifled. All aspects of the cell are automated, including the vision system with automatic compensation that allows the shop to quality check every part before human hands ever touch them.
DRG's completed automated gun drilling process simplifies completion of large orders with long delivery schedules. Most of the shop's workflow involves long-term contracts and multi-month purchase orders for 1,000 or more barrel blanks. That workflow makes production planning easy because the company can establish shipping dates and work backward to create the build schedule. To meet their commitments, DRG normally runs three shifts-two attended by an operator and one unattended at night.Including the UNISIG cell, DRG has a total of five automated cells within the factory that operate a full 24 hours of every day.
When DRG receives a purchase order, it processes half the part total up front so larger volumes can enable them to amortize set-up costs over longer runs. In addition, DRG's Kanban inventory system enables the shop to maintain a replenishable inventory of high-demand parts for same-day shipping. Because the shop must be highly responsive to changing customer demands, inventory makes it possible to source smaller orders that DRG otherwise would refuse.
Originally, DRG outsourced profiling and barrel manufacturing work. But large orders and stringent specifications called for specialized equipment. For this reason, DRG acquired its UNISIG drilling and reaming cell in 2017 to produce raw rifled blanks.
Although DRG has the option of running the UNISIG R-2A rifling machine as part of its automated drilling and reaming cell, that is one process Rybacki prefers to keep manual. "We run rifling manually so we can QC it and make certain that all aspects are perfect," he said. "DRG's QC department air gauges everything the company makes, although the cost of the QC equipment is steep: about $12,000 per caliber."
Among the other attributes that set DRG Manufacturing apart from its competitors is its commitment to automated equipment. Rybacki realizes that some companies may shy away from implementing automated cells because of the upfront time involved in development and set-up.
"It is about being patient to achieve the results you want," Rybacki said. "We can buy machines from UNISIG, put them on our floor and run them manually-or we can wait about six months longer and buy a fully automated turn-key system that runs perfectly." He noted that the extra time investment enables DRG to double its production without adding personnel or shift hours.
When it comes to workpieces, DRG works with some challenging materials and tight part tolerances. It manufactures most of its parts from 416R pre-hardened chromium stainless steel and 4150 Chrome-Moly Vanadium, or CMV. On a 17" rifle blank, for instance, total indicator runout is kept to under 10 thousandths, with diameters at under one thousandth and size within a couple of 10 thousandths.
UNISIG's application support plays a key role in DRG achieving its quality targets with tough part materials. As Rybacki pointed out, "They are experts in deep hole drilling, and they taught us everything we needed to know. The learning curve was just a matter of mastering tool life, which they gave us suggestions on. After receiving guidelines on how to start we just took it from there. It is not trial and error because of UNISIG's expertise. It is only trial and error if you do not listen to them."
For the immediate future, further expansion at DRG will have to wait. Although DRG has not reached volume capacity, its growth and success has led to no available shop floor space. Automation has enabled DRG to increase its process efficiency and boost production output. But Rybacki is quick to point out that robotics only work in a shop with the right people to operate them. "You still need people," he noted. "People can grow into new opportunities. Robots do not take over completely."
For more information contact:
DRG Manufacturing
551 Telser Road
Lake Zurich, IL 60084
847-847-4311
info@drgmanufacturing.com
www.drgmanufacturing.com
UNISIG
N58W14630 Shawn Circle
Menomonee Falls, WI 53051
262-252-3802
sales@unisig.com
www.unisig.com