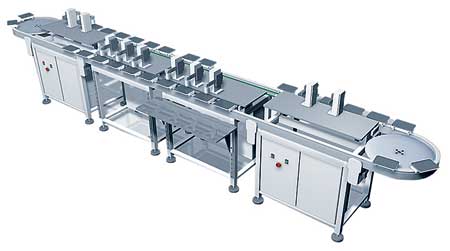

Linear system with indexing table DNA: In the WEISS LS 280 locking stations, a cylindrical cam engages on the workpiece carrier, positioning and locking it in place with precision and short workpiece changing times. The fully automated cylinder lock assembly plant is a 12 m long, straight system with two deflectors, 15 processing stations and 42 circulating workpiece carriers. Two workpiece carriers form a "train."



Cylinder locks run through the plant at a rate of 360 units an hour. Stefan Trommlitz, Managing Director of Aumat (right), sees the short workpiece changing times on the LS 280 as the key to his cylinder lock assembly plant. The cylindrical cam in the locking station engages, transports and interlocks the workpiece carriers in the one movement.
Aumat (Solingen, Germany) has provided special purpose machines for customers in the automotive and lock industries since 1970. Despite their individuality, cylinder locks are mass produced articles that require high positioning precision with the shortest possible workpiece cycle times. These were the key objectives in drafting an advanced design for Aumat's new cylinder lock assembly plant system.
WEISS (Buchen, Germany), a specialist for rotary tables and automation, and its subsidiary WEISS North America, Inc. (Willoughby, OH), provided Aumat with a fully automated cylinder lock assembly machine based on its LS 280 linear palletized assembly system.
"The WEISS LS 280 linear assembly system not only provided enough space for the many process steps required, but also features a technology related to indexing tables that indexes pallets considerably faster than conventional transfer systems," said a company spokesperson.
"At first glance, the cylinder locks all look alike, yet locks are nothing of the sort as each is unique, inside and out," said the spokesperson. "Installation may require over a hundred different components in the cylinder core and case including - core pins, mounting plates, springs and sealing plugs."
"The very large number of different pins and wafers that are assembled on the basis of data records give rise to countless combinations," said Stefan Trommlitz, Managing Director of Aumat. "In the lock industry, we mostly have to deal with the exception of the exception." Aumat's previous system was "no exception."
With the diverse range and precision needed for assembly, cylinder locks are nevertheless mass produced articles. In a fully automated process, the system assembles the complete inner workings of a cylinder lock and seals the housing on an electronically regulated press.
Aumat designers focused on positioning precision and short cycle time in the new system's draft - both of which are important aspects of an indexing table. However, due to the large number of processing stations (15 units), indexing tables were initially ruled out as a potential candidate.
Conversely, even though traditional transfer systems provide enough space and allow for expansion, positioning and indexing the pallets needs a lot of time and several operations to change the workpiece. According to Trommlitz, "Even 1.5 seconds would still be a full quarter of our cycle time of six seconds."
Aumat's Head of Engineering, Achim Ihlefeld, had known WEISS for decades for their comprehensive indexing table expertise and contacted them to seek out a solution for this "space vs. time" dilemma. "When first introduced to WEISS' LS 280 linear system it did not look at all like part of the program," said the spokesperson. "However, an initial inspection revealed a unique and robust design for transporting and interlocking workpiece carriers (pallets) on a cylindrical cam (similar to an indexing table) that combines high positioning precision with stable interlocks and pallet indexing times of typically 0.5 seconds."
"The LS 280 system is proven in a myriad of market applications including pharmaceutical packaging, medical device, automotive parts and assemblies, electrical connectors, pad printing/decorating, battery assembly, light bulb/LED assembly, among others - making it a versatile option for Aumat's lock assembly dillema," said the spokesperson.
Paired pallet "trains" on four rollers run free of backlash on a hardened and ground V-shaped guideway. The pallet engages in a friction grip, and a guide shoe runs on a toothed belt in the conveyor sections and on a rotating disc at the corners.
Essential to the LS 280 linear assembly system's performance are the locking stations that are actuated by a cam drive. Approaching smoothly on the conveyor section regulated by a frequency inverter, the workpiece carriers wait for the next timed stroke at the infeed on the transport cam, whose modified sinusoidal contour safeguards a gentle and smooth movement at the pallet.
"The workpiece is then transported and interlocked in one movement - with no lengthy stopping, raising and positioning as with conventional transfer systems," said the spokesperson. "After just one rotation of the transport cam, the pallet assumes the next position quickly, securely and precisely."
By essentially "cutting up" an indexing table, the end result is a transport system that combines the advantages of an indexing table - short cycle times, high positioning precision and gentle ramp up - with the flexibility and the space of a linear transfer system.
Key specification of the LS 280 include:
- 12 m long, straight system with two corners
- 15 processing stations and 42 circulating pallets
- A paternoster feeds pallets each with ten key / lock pairs
- Cylinder locks run through the plant at a rate of 360 units an hour.
At a manual workstation, the locks are fitted in the receiver on the workpiece carrier/pallet. The large number of variants makes automating this operation difficult. While the locks are being assembled, the keys remain in the pallets. An RFID system, monitoring data media on each workpiece carrier, retains the overview and informs the robot at the end of assembly which lock belongs to which key.
The circulating pre-assembled cylinder locks are then measured with a laser, fitted with their pins and springs, examined with optical equipment and pressed with plugs. Stationary cam followers fitted to the bottom of the system support the product devices on the workpiece carrier plates to absorb the vertical process forces.
For Aumat, this "long" indexing table was ultimately the key to its "space vs. time" problem - with the workpiece changing time of just about half a second providing optimal efficiency. Work could now begin on finalizing Aumat's cylinder lock assembly plant.
Aumat's Ihlefeld noted the advantage of the system's overall stable design, stating, "The linear system's modules are delivered complete with a solid machine base, so we do not have to build a frame first. Even without the process attachments the basic LS 280 machine looks complete, and we can show the customer something without having done much." Additionally, the substructure is made of steel and, when necessary, can be reinforced.
The footprint design also provides enough space for the assembly cell control cabinets. As a rule, the linear system's controller is also installed here in the form of a master PLC. Its slaves then take over the function of actuating the locking stations, to which the upstream conveyor sections are also assigned.
Also, the space in the substructure on the cylinder lock assembly plant was badly needed - which posed no problem for WEISS. After full function tests and official acceptance at the plant, the LS control components were delivered separately for installation in the switch cabinet on the side of the plant.
Notably, a special version of the WEISS Application Software (WAS), a highly intuitive and uniform graphic user interface, was implemented to control the linear assembly system and communicate with the higher level plant controller.
The WAS.LS provides preset parameter values that allow the operator to configure and monitor the LS without any programming knowledge. Trommlitz noted the system's simplicity, stating, "To integrate the LS 280, the operator needs solely to enter the control bits for the defined interface signals."
"Ultimately, the LS 280 linear assembly system allowed Aumat to better control the 'exception of the exception' problem on the sector and its value was shared equally by an Aumat customer, as a second similar machine has already been sold," said the spokesperson.
"The system's modular layout and ease of access lends itself to a high level of flexibility, and when we can link each station skillfully, we could perhaps even create a standard," said Trommlitz.
The process of their collaborative first meeting to the delivery of the LS 280 took approximately eight months. According to WEISS North America's Vice President, Bill Eppich, "The key was educating Aumat on the unique advantages of the system's ability to deliver multiple processing times on one chassis."
WEISS North America (ISO-9001 Certified) offers flexible technology for turnkey solutions that incorporate electronics, mechanical systems, software and comprehensive engineering support.
For more information contact:
Bill Eppich, Vice President
WEISS North America, Inc.
3860 Ben Hur Avenue, Suite 3
Willoughby, OH 44094
888-934-7762
beppich@weissna.com
www.weissna.com