
Tyler Reddick pits during the 2025 Shriners Children's 500 at Phoenix Raceway.

Christopher Bell celebrates in Mobil 1 Victory Lane after winning the 2025 Shriners Children's 500 NASCAR Cup Series race at Phoenix Raceway.

Competitors kick off the 2025 GR Cup Series at Sonoma Raceway.
During the tour of Toyota Racing Development's (TRD) manufacturing facility, visitors saw key components of its mass production capabilities.
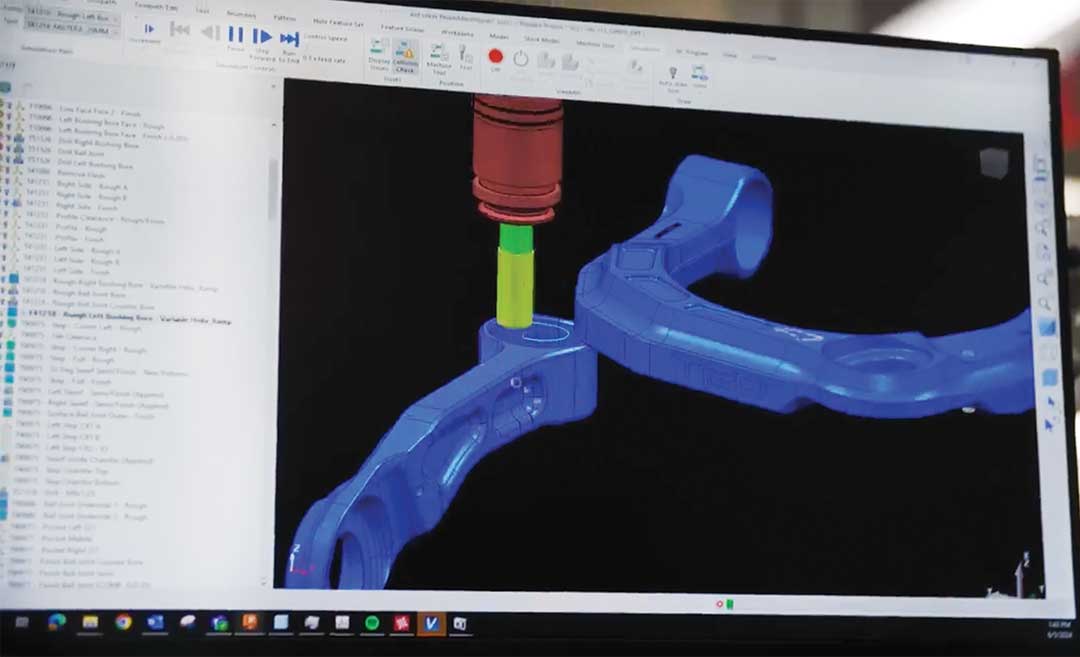
CADCAM showing TRD upper control arms for trucks.

The automation cell features a track-mounted FANUC robot servicing a System 3R Flexible Manufacturing System (FMS) with 94 pallets.

Machined upper control arms

FMS pallets in the Racing Manufacturing Cell
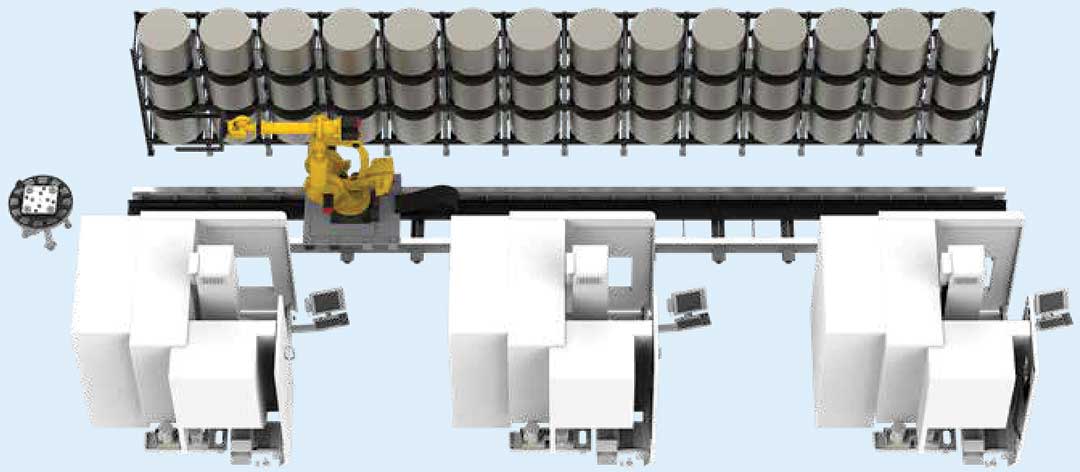
The System 3R FMS utilizes a track-mounted FANUC robot.

TRD Automation Cell

Machining in progress at TRD USA

MIKRON machines at TRD USA

Fixture loading control arms for trucks
A tour of Toyota Racing Development's (TRD) manufacturing facility reveals a story of strategic evolution, blending high-stakes racing development with the precision of mass production with automation - a key differentiator from most racing shops. TRD is Toyota's factory-backed racing division. While TRD USA has been building go-fast parts for Toyotas since the mid ninety's, its racing legacy traces back well over two decades before that. The story begins at the Costa Mesa, CA, campus, where one building houses design, engine building, dyno testing, and corporate functions. The focus of the tour, however, is the adjacent state-of-the-art manufacturing center.
From Overseas Sourcing to In-House Automation
The manufacturing building, once vacant, represented a pivotal shift in TRD's strategy. Greg Ozmai and David Young with TRD U.S.A., explained that prior to 2001 the company sourced many of its components from overseas. "We wanted to improve our lead times, better control our IP (Intellectual Property) and cost," said Ozmai. This ambition led to the opening of the manufacturing facility in 2001.
Initially, TRD leaned heavily on the expertise of their colleagues in Germany for manufacturing processes. The original layout featured two rows of four large CNC machines, each with a seven-pallet automation system. This configuration served them well for over a decade, supporting their successful ventures in CART and IndyCar racing, where the primary focus was producing engine blocks and cylinder heads.
The game changed in 2004 when TRD entered NASCAR in the CRAFTSMAN Truck Series with the Toyota Tundra. The first win was on July 31, 2004, at Michigan International Speedway, with driver Travis Kvapil. This move significantly expanded their product mix beyond blocks and heads, introducing a variety of new components.
By 2014, the limitations of the original manufacturing space layout became apparent. "We would have some machines over capacity, some machines under capacity. It was hard to move things around," said Ozmai. "This inefficiency prompted a re-evaluation. After visiting the IMTS Show and consulting several CNC builders, we developed a new concept for our shop floor. GF Machinery Systems (now UNITED MACHINING) came in with the best plan, delivering a fully engineered layout based on our vision."
The Modern TRD Manufacturing Cell: A Partnership in Precision
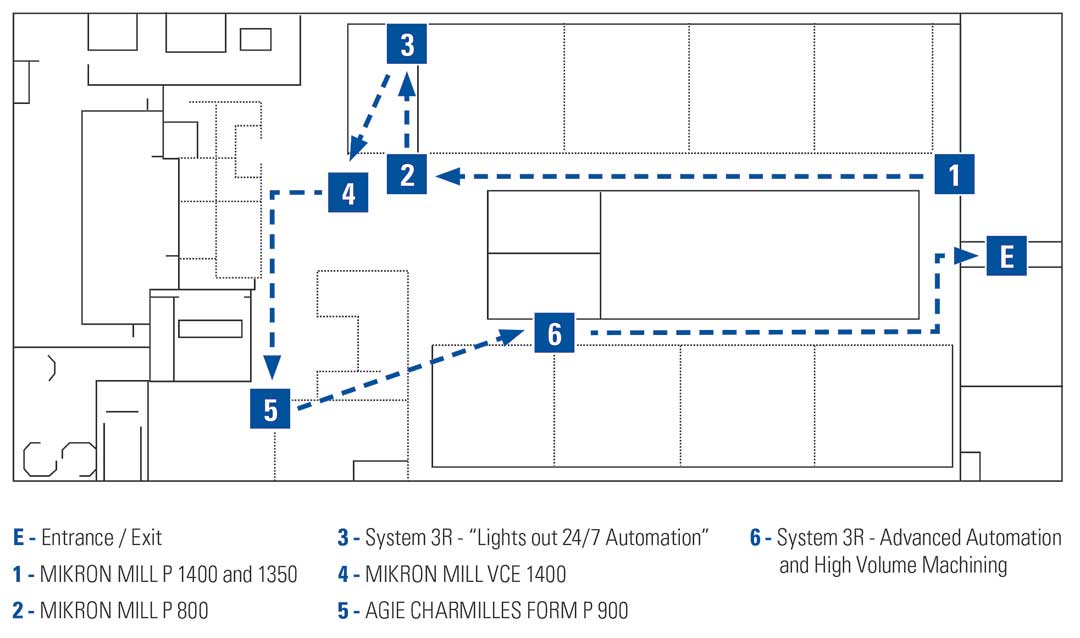
The result of that 2014-2015 overhaul is the highly automated, modular cell in operation today. A key advantage highlighted was having the machine builder and automation system supplier be one and the same. TRD uses multiple MIKRON MILL five-axis VMC machines (along with one MIKRON MILL three-axis) and a die-sinking AGIE CHARMILLES FORM EDM from UNITED MACHINING along with automation from System 3R, a tooling and automation supplier based in Sweden. "We have one source of contact. We have one technical group that we're engaging with," said Ozmai. "You have unclustered the cluster," a visitor astutely observed, appreciating the streamlined efficiency.
This collaboration has been a cornerstone of TRD's success, allowing them to expand beyond racing. "We're making tens of thousands of road car components," he said, a surprising fact given the racing division's tight-lipped reputation. Mr. Ozmai pointed to the production of upper control arms for Toyota trucks as a prime example. This road car component production has grown so substantially that TRD opened another facility ten miles away, also equipped with machines from UNITED MACHINING and automation from System 3R, dedicated solely to producing these parts, with a target of nearly 100,000 pieces for the current year.
The Heart of the Operation: Machines, People, and Data
The manufacturing tour of TRD proceeded into what Mr. Ozmai called "the heart of the operation," a central control center for an automated cell of CNC machines on the racing side of the shop (one side holds the Racing Manufacturing Cell, the other side holds the Road-going Manufacturing Cell). The automation cell features a track-mounted FANUC robot servicing a System 3R Flexible Manufacturing System (FMS) with 94 pallets. A large screen dominated the space, displaying a priority list of jobs for each machine. The facility's core principle was clear: "We don't do any hand loading of parts into the machine. Everything that's loaded in the machine happens at one of these two load stations," said Ozmai. The two load stations feed the whole cell and are standardized on System 3R's pallet system with zero-point workholding.
A Balluff Tool ID system is key to their unmanned capability. As tools are measured, data is written directly to a chip on the toolholder. When installed, the machine reads this data automatically, eliminating manual entry. The system also tracks tool life in real-time. "As the tool is used thirty seconds on a program, that tool time is written to the chip and all of our tool life is monitored here on this cell," said Ozmai. This predictive monitoring allows technicians to replace tools proactively, a crucial feature for lights-out manufacturing.
Mr. Ozmai emphasized that the power of this system lies in "the ability for us to extract data, make better plans, make better decisions." This data-driven approach also enables rigorous evaluation of tooling performance.
At the loading stations, Mr. Ozmai highlighted the standardized System 3R pallets with a zero-point clamping system. All critical setup data, from drawings to torque values, is linked digitally. A single traveler document follows the physical part, but operators access all information at their stations. The system keeps a second pallet pre-loaded in each machine, so when one part is finished, "literally the changeover time is seconds to the next part."
The TRD operation runs on a primary shift from 5:30 AM to 2:30 PM, followed by a skeleton crew until about 10:30 PM. "Beyond that point, the automation system is keeping the cell running overnight," said Ozmai, making it a true 24/7 operation.
The tour moved through the cell dedicated to the racing side, which produces between 400 and 450 engines annually. Mr. Ozmai showcased a UNITED MACHINING Mikron HPM 1350U, a nearly ten-year-old five-axis machine still holding the extraordinarily tight tolerances required for NASCAR cylinder blocks. Its pristine condition prompted a visitor to remark, "This machine for ten years old does not show its age. I mean, it is beautiful."
This condition is a result of a core philosophy: any machine must be capable of making any component. "You need a machine that's reliable. And you need to maintain them well so that they stay reliable," said Ozmai. This principle is pulled directly from the Toyota Production System, with operators taking pride in the maintenance of their equipment. To support this, TRD has a full-time UNITED MACHINING maintenance engineer on-site, ensuring repairs are "very, very quick."
The "bread and butter" of the cell are the UNITED MACHINING Mikron HPM 800 units, versatile five-axis machines that handle a variety of components. Their large, 245-position tool towers provide the flexibility needed for a racing environment where job requirements change rapidly. "These large tool magazines give us the capability to switch jobs overnight without operators being here," said Ozmai.
Each machine station features a screen running FactoryWiz (machine monitoring software) for monitoring and displaying a digital maintenance checklist. The entire workflow is a model of efficiency. CAM programs from OPEN MIND HyperMill are simulated in CGTech's VERICUT, and approved programs are sent directly from the network to the machines. "There are no program edits at the machines," said Ozmai. "It's a fully engineered and automated approach." This allows TRD to pivot instantly from between different components, development or production.
The tour passed a set of Stratasys 3D printers, used for chassis and body components on the Toyota GR86 car, which competes in the Toyota GR Cup Series within SRO Motorsports America, and for creating custom fixturing for both machining and inspection. Nearby, a screen displayed real-time production metrics for TRD's road car components, pulling OEE data directly from the machines. Examples of their work were on display, including forged and CNC-machined upper control arms for the Toyota Tundra, Tacoma, and the specialized Tacoma Trail Hunter model. "The process is developed by TRD, the same team members programming the NASCAR cylinder heads and other race components are working on these road components," said Ozmai. Machined and raw forgings for the Tundra's five-piece rear suspension link set, further showcased their manufacturing and technical prowess.
A Culture of Quality and Further Automation
A collaboration with FactoryWiz provides real-time OEE monitoring, displayed on another screen. When asked about his favorite machine, a colleague of the guide gave a telling answer: "I'm going to pick the Fanuc robot. Yeah, that keeps us running. No one's here."
The manufacturing tour continued to a UNITED MACHINING AgieCharmilles Form P 900 die-sinking EDM, integrated into a fully automated cell with a Fanuc System 3R robot. The system can run unmanned for up to three days, loading parts and even changing out worn electrodes automatically. "EDM does what machining cannot do," said a visitor, referring to its ability to create intricate internal cavities.
The final stop was where the road car business happens, in another automated cell featuring four UNITED MACHINING Mikron HPM 800 U five-axis machines. Once used on the race line, they have been transitioned to road car parts production. Here, the automation is even more advanced. Instead of dedicated fixtures, "The robots are picking up the parts from the carousel then the parts are loaded into the four-sided tombstone," said Ozmai. "The hydraulic actuator comes down and hydraulically clamps all of those components securely for machining." This innovative system, developed in-house through TRD's Kaizen process in collaboration with System 3R, produces more than 100,000 upper control arms annually.
One of these Mikron machines, installed in 2015, drew comment for its impeccable condition after twelve years of service. "We're in the business of microns," said Ozmai, attributing the machine's state to a culture of quality. "Our operators have a tremendous passion for the quality of the parts they produce-part of that is a 5S process and a TQM [Total Quality Management] process." He also noted that the facility is normally a "closed-door regulated facility" to maintain a specific temperature, crucial for high-precision work.
The tour concluded with a look at some finished products, including intricately machined trophies for top Toyota dealers and a stunning 410-cubic-inch aluminum sprint car engine block.
For more information contact:
UNITED MACHINING
560 Bond St.
Lincolnshire, IL 60069
800-282-1336
www.machining.com
Toyota Racing Development USA, Inc.
Costa Mesa, CA
www.toyota.com/racing