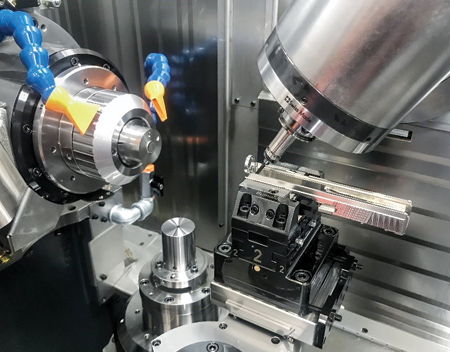
The Bumotec s191H produces complete firearm slides for the sports gun industry in one machine cycle.

The Bumotec s191H is able to produce firearm slides complete from 17-4 stainless steel in 45 minutes unmanned.
Probably the most important aspect of sport shooting is accuracy. We see it in the Olympics, on the range and in the field. Exactness is shooting's time-honored metric. Numerous factors impact accuracy however-stance, aim, breathing, distance to the target, control, backdrop and of course the firearm itself.
"While Starrag cannot control the human aspect of shooting, it does play a key role in helping produce a precise firearm slide both affordably and efficiently," said a Starrag spokesperson.
Firearm slides have often been produced on machining centers equipped with tombstone fixtures. Blank material is brought to the machine where the clamped part undergoes milling, and in some cases EDM machining. The net shape is then deburred and hand finished. "Sounds simple. But after a closer look, this process is rife with set-ups and always includes more than one machine to finish one slide. Starrag's approach is different," said the spokesperson.
Productivity and Flexibility Distinguish Bumotec Machines
The Bumotec s191H is able to produce firearm slides complete from 17-4 stainless steel material, in 45 minutes unmanned. Using a quick mill strategy comprised of small tools and high speed linear motors with a direct drive torque spindle, the slide is finished and ready for sand blasting in less than 1 hour. Deburring and decorative operations are easily incorporated into the numerical control (NC) program. The machine's 1.2 G accelerated drives with 30,000 RPM spindle motor produce quick cuts that generate smooth to the touch surface finishes.
Additionally, high pressure through the tool coolant blasts chips away from the slides in hard to access areas, such as the firing pin. This allows for long gun drilling operations to be performed. All slides include a slotted feature that guides the barrel. "Machining centers struggle to produce this square slot due to tool radius in the corner," said the spokesperson. "At this point, the slide is often removed and taken offline to an EDM. This is an extra step that introduces costs. That is not the case with the Bumotec s191H. The s191H easily broaches the slotted feature, producing sharp clean corners. This saves time, eliminates the need to use an EDM and delivers part to part consistency."
U.S. Firearm Manufacturing Market
According to the 2020 edition of its Firearm Production Report issued by the industry's trade association NSSF, 11.4 million firearms were produced in the United States or imported in 2018, the latest available statistical year.
Other statistics from the report include:
- Nearly half (48%) of all rifles produced and imported (less exports) in 2018 were modern sporting rifles.
- Since 1990, an estimated 19.8 million modern sporting rifles are in circulation today.
- According to reports such as ATF Firearms Commerce in the United States, ATF AFMER and Congressional Research Service data, there are an estimated 434 million firearms in civilian possession in the United States.
- Firearm and ammunition manufacturing accounted for nearly 12,000 employees producing over $3.9 billion in goods shipped in 2018.
Slide Manufacturing is a Form of Art
"Firearm manufacturing in the United States is a big business. But manufacturing slides affordably and efficiently can require endless hours to get it right," said the spokesperson.
The spokesperson continued, "Slide producers who regularly engage with Starrag say that the way a slide feels in the shooter's hand is very subjective. By the time producers get to a point where the firearm can be tested, countless hours of design and testing have already gone into producing the slide. Often the slide is fired thousands of times only to be redesigned or significantly augmented. The Bumotec s191H saves time during this prototyping phase."
"With the s191H, slide designers can change features in the program on the fly. This shortens the time it takes to get to a finished design," said Greg Dunkley, Starrag Vice President Sales Precision Engineering North America.
Simulation of NC programs offline with CAM packages are a great benefit. "At this point, tool selection is optimized during simulation, ensuring the best tool cutting path," said the spokesperson. "Starrag's customized tool management module complements part programing with easy-to-read intuitive tool menus-again saving time. Another significant cost saver is Starrag's unique workholding system. Because the Bumotec s191H uses collets and a jaw vise, any major or minor change to the slide does not require new workholding or custom fixtures. This is generally not the case with machining centers." As an extra benefit, a Renishaw part probe is stored in the 90-station tool carousel. It is called up during the program and used for measuring critical features such as the front and rear sight guides.
After 61 operations, the finished slide is unloaded with Starrag's integrated automated pallet tray system.
The 11-Step Process in Starrag Gun Slide Manufacturing
The CNC process starts with a bar puller advancing rough bar stock through the Bumotec s191H's main spindle passage followed by 11 steps:
1. The main spindle clamps the bar.
2. One end of the slide is machined complete.
3. With half the slide finished, the workholding sub-turret, which is equipped with a sliding jaw vise and tail stock, clamps onto the finished half of the slide.
4. The sub turret vise pulls the slide out to its finished length.
5. The vise releases and indexes out of the way.
6. The workholding sub-turret rotates the tail stock into position onto the end of the slide. With the tailstock supporting the slide, feeds and speeds are advanced to machine the inside and outside the body of the slide.
7. The tailstock moves out of the way and the vise rotates back into position.
8. The vise clamps onto the body of the slide.
9. A parting tool separates the slide from the rough bar.
10. The jaw vise indexes the slide into a vertical position allowing the back part of the slide to be finished.
11. With the slide finished it automatically is loaded onto the pallet tray and the cycle begins again.
Always a Question of Costs
"Part of the unique value proposition of any Bumotec machining center is finishing a part complete in one cycle. The slide is no different," said the spokesperson. "For owners of Bumotec machines, this means that one person operates one to several machines. The strategy is to have anything that needs to be done to the part-except heat treat or painting-performed on the Bumotec. This is where gains can truly be measured. Higher margins can be realized using a Bumotec machining center by reducing man power, ancillary machines, large workholding inventories and changeover times. Together, this equals an efficient, robust and profitable formula."
For more information contact:
Starrag USA Inc.
Skyport Business Park
2379 Progress Drive
Hebron, KY 41048
859-534-5201
ussales@starrag.com
www.starrag.com