
TrackMotion is a modular automation system that complements EMAG's modular machines.
With the TrackMotion automation system, a TransLift unit travels through the machines on a rail.
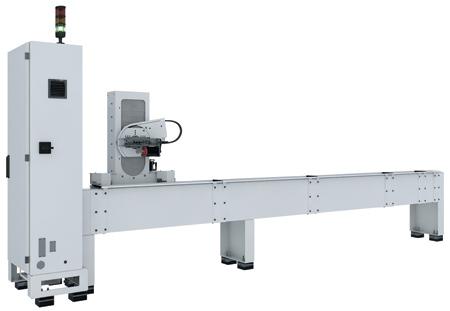
The TrackMotion automation system basically consists of just two components: the track-or rail system-and the TransLift lift and turnover trolley that moves along this track.
EMAG has introduced its TrackMotion automation concept, a technology designed to provide the same high levels of flexibility, modularity and productivity as the company's modular machines.
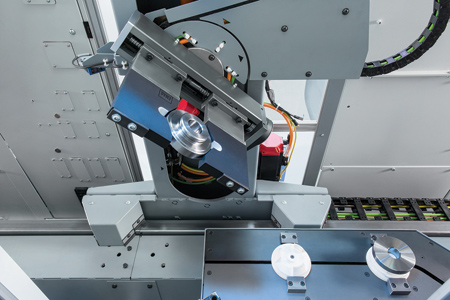
TransLift, a lift and turnover trolley with programmable electric gripper, moves rapidly from one point to the next on a rail. The TransLift travels 150 m/min, swiftly transporting components back and forth between the machines and parts storage facility. "EMAG's TrackMotion automation system reflects a new mindset when it comes to automation-a way of thinking where the focus is on the individual component," said a company spokesperson.
Putting the Component on the Rail
The TrackMotion automation system basically consists of just two components: the track-or rail system-and the TransLift lift and turnover trolley that moves along this track. It is the TransLift that also makes this system so flexible, by not only transporting parts, but it can also turn workpieces and is equipped with a Z-axis that enables a stroke of up to 650 mm (depending on the version). This allows the use of stackers when supplying and discharging parts, or even the use of measuring and marking stations with different heights along the track.
The rail is positioned to the rear of the machines, directly behind the machining area. To make this possible, the energy container of the modular machines was offset from the rest of the machine body. The resulting "tunnel" behind the machines now serves as a location for swiftly transporting parts on rail. The tight arrangement of automation and machine means production systems can be set up in very small spaces.
Modularity Along the Entire Line
Just like the modular machines, the TrackMotion automation system is also a modular solution: the rail system comprises four different tracks at lengths of 2,400 mm, 1,200 mm, 600 mm and 300 mm each. Standardized end components, each containing the electric motors responsible for the TransLift's horizontal motion, are attached at the start and end of the rail system. The TransLift itself is available in two variations, each derived from the workpiece range of the modular machines. The e-gripper can be easily programmed to adjust to the respective diameter of the given workpiece.
The two modular systems not only complement one another in terms of construction. The modified interfaces, which can be centrally accessed through the machine control unit, also make it easier to set up the entire system. This enables the TransLift to receive information about the workpiece to be transported (for example, its diameter) directly from the machine control unit, and is then programmed accordingly.
The component defines the size, quantity and technologies required for the machines. The TrackMotion automation system is then adjusted to the length of the production system and the component diameter. "In practice, of course, it is not quite as simple as depicted here. It is, however, significantly easier than comparable solutions using conventional automation approaches," said the spokesperson.
Systematic Production
A complete production system with TrackMotion consists of three units that dovetail: the modular machines, the TrackMotion automation system and the supply and discharge belts. Acting as component storage sections, these belts can be laid flat if large workpieces are involved, or used three dimensionally as "stackers" for smaller workpieces. The latter variation offers particularly high performance in very small areas, affording the possibility of temporarily storing several hundred workpieces. The machines themselves are usually equipped with L-shuttle automation, which is used for suppling parts to and discharging parts from the pick-up station. Because only a small number of workpieces are being moved throughout the entire system, the status of every workpiece can be tracked at all times. This makes quality management much easier, since parts with deviating values can be easily identified.
For more information contact:
Kirk Stewart
Vice President of Sales
EMAG L.L.C.
38800 Grand River Ave.
Farmington Hills, MI 48335
248-996-4703
kstewart@emag.com
www.emag.com
SOUTHWEST
TX, LA
Eric Klenner
Regional Sales Manager
EMAG L.L.C.
248-595-1530
eklenner@emag.com
TX, OK, AR
Glenn Wise
Regional Sales Manager
EMAG L.L.C.
248-756-1641
gwise@emag.com
NM
Shane Cross
Regional Sales Manager
EMAG L.L.C.
248-207-5365
scross@emag.com
SOUTHEAST
MS
Eric Klenner
Regional Sales Manager
EMAG L.L.C.
248-595-1530
eklenner@emag.com
AL, GA, FL, NC, SC, E. TN, VA
Dave Fitzgerald
Regional Sales Manager
EMAG L.L.C.
248-595-1117
dfitzgerald@emag.com
W. TN
Mark Comeaux
Regional Sales Manager
EMAG L.L.C.
248-938-2097
mcomeaux@emag.com
NORTHEAST
W. PA, WV
Mark Comeaux
Regional Sales Manager
EMAG L.L.C.
248-938-2097
mcomeaux@emag.com
NY, PA, DE, MD, NJ, CT, RI, MA, VT, NH, ME
Kevin Gadde
EMAG L.L.C.
248-938-2430
kgadde@emag.com
Portions of NY and PA
Jeff Moore
Regional Sales Manager
EMAG L.L.C.
519-835-8425
jmoore@emag.com
MIDWEST
OH, KY, S. IN
Mark Comeaux
Regional Sales Manager
EMAG L.L.C.
248-938-2097
mcomeaux@emag.com
N. IN, W. MI
Peter Vandersluis
Regional Sales Manager
EMAG L.L.C.
616-307-7401
pvandersluis@emag.com
E. MI
Jeremy Elder
EMAG L.L.C.
248-962-8963
jelder@emag.com
ND, SD, NE, KS, MN, IA, MO
Bill Konetski
Regional Sales Manager
EMAG L.L.C.
612-804-0857
bkonetski@emag.com
IL, WI
Kirk Stewart
Vice President of Sales
EMAG L.L.C.
248-996-4703
kstewart@emag.com
WEST
WA, OR, CA, NV, ID,
MT, WY, UT, CO, AZ
Shane Cross, CMTSE
EMAG L.L.C.
248-207-5365
scross@emag.com