







Toolholder Eliminates Need for Customer to Re-Engineer Catalog of Lathe Stick Tools
November 1, 2016
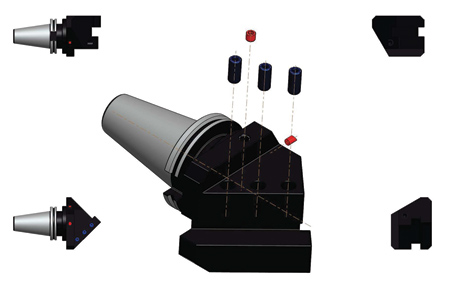
3-D model rendering of the special Briney Dual Contact CAT50 turning stick toolholder for an Okuma MacTurn 550 turning /milling center
Recently, Briney Tooling Systems worked closely with a manufacturer to develop a special Dual Contact CAT50 stick turning toolholder for an Okuma MacTurn 550 milling/turning center. The customer had some special turning stick tools that were 1.5" square and there was no standard for the lathe stick tools. Because Briney Tooling Systems offers custom and special toolholder design and build capabilities, it was able to analyze the tool and determine the correct cutting angle required for the stick tooling, and then build custom adapters that ultimately saved the customer from having to re-engineer its entire catalog of stick-type lathe tooling.
Dual Contact Toolholders
"Many of today's machining centers, like the Okuma MacTurn 550, are equipped with dual contact spindles where there is dual contact between the machine spindle taper and the toolholder taper shank," said a Briney spokesperson. "The benefit is improved rigidity that insures accuracy and surface finish, extends tool life and minimizes deflection and vibration for high speed machining. Combine that spindle with a dual contact toolholder and you have the best of both worlds. The dual contact of the toolholder taper shank and the toolholder flange is a method to eliminate pullback of the toolholder. The steep taper contacts the spindle taper and flange contact on the spindle face, making a solid union in both the axial and radial planes. As a result, dual contact toolholders are resistant to axial movement because the face contact prevents the toolholder from being pulled up into the spindle at high speed. Briney has been providing dual contact toolholders for many years, so applying that capability to the Okuma MacTurn lathe tooling was easily accomplished."
Briney has comprehensive in-house CNC turning and grinding capabilities, including in-plant heat treatment where the control of the carburizing and hardening process insures that all tools have .050 minimum case depth to maximize tool life and reduce distortion. Briney was able to design, produce and deliver the special lathe toolholders to the customer in 5-6 weeks.
For more information contact:
Briney Tooling Systems
700 E. Soper Road
Bad Axe, MI 48413-9497
800-752-8035
briney@geminigroup.net
www.brineytooling.com
< back