
Due to non-contact removal, the workpiece remains free of deformation during machining.
The GL.smart is available as a double spindle in short and/or long design, optionally with a rotary swivel unit as a counter spindle.
"While turning is one of the oldest and most important manufacturing processes for the production of components, there have been limiting factors in regard to processing very small components. These include tool wear, tool life, machining forces and heat affected zone. But now the laser experts from GFH GmbH offer a solution for these issues: the conventional turning tool is replaced by a contactless laser that evaporates the material with ultra-short laser pulses," said a company spokesperson. "This technology has been integrated into a specially designed production machine. The process-related technology disadvantage of the lower removal volume per unit compared to the cutting process is eliminated by the double-spindle concept. The GL.smart equipped with this technology, in conjunction with the integrated CAD/CAM solutions, represents the next milestone in the history of turning."
"Rotosymmetrical components are in the course of miniaturization even smaller and more sophisticated," reported Florian Lendner, CEO of GFH GmbH. "This is where conventional manufacturing technologies reach their limits, because the cutting forces, that act on the component and the tool size, make machining more difficult and even make it impossible with particularly sensitive geometries. This is especially true when materials are needed that are considered difficult to machine."
"GFH GmbH has previously demonstrated the possibility of turning and grinding with lasers on its universal laser micromachining systems and delivered the first productive solutions," noted the spokesperson. "However, the full potential of the new manufacturing technology could be only partially exploited because the machines were not designed for these applications. There were limitations, for example, in terms of the speed of rotation of the components, the efficient use of laser radiation and the complete workflow in general. These limitations have been eliminated with the new machine."
"After several years of intensive development work, together with reference customers and support by European research funding as part of the Horizon 2020 project, we can present our new turning and grinding solution," said Lendner. "It is available as a double spindle in short and/or long turning design, optionally with a rotating swivel unit as a counter spindle. This means there are no limits to the complexity of the components, and even end machining is possible."
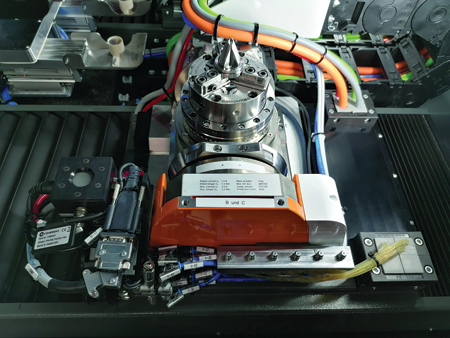
In addition to turning and grinding processes, the machine is also able to perform drilling, cutting and engraving operations. "This makes the GL.smart an all-round solution for rotationally symmetrical precision components. A key factor is the combination of high process speed with absolute precision," said the spokesperson. For this purpose, the air-bearing main spindle is accelerated with a torque drive in a position-controlled manner up to 3,500 RPM within 0.4 seconds. Radial and axial concentricity in the nanometer range enables production with grinding tolerances. Additional features include a force-controlled tension collet system with wobble correction and automatic bar feed.
The newest machine in the GL series, the GL.smart features compact dimensions of 2,212 mm x 1,026 mm x 2,320 mm (L x W x H) along with a black glass housing to provide full protection against laser radiation. By using high-power lasers in combination with beam splitting, simultaneous processing on two stations is possible, which means double output. "On request, the machine can also be equipped with a bar feeder as a loading unit. In combination with integrated component handling by means of robots, we offer a fully automated solution for the 24/7 production of parts," said Lendner. In addition, SPC and N.O.K. parts are kept separate and can be taken via robot without interruption of production. Applications for the GL.smart range from micro tools for the medical industry to pivots for watches.
"Laser processing provides for faster production times due to the roughing and finishing process using short pulse lasers," said the spokesperson. "In a first step, as much material as possible is removed by roughing with a high energy input. The final quality is achieved in the finishing process with less energy. Almost any material can be used for non-contact, wear-free machining of even the smallest components."
"Laser turning enables unusually high accuracy, particularly in the manufacture and processing of precision parts," explained Lendner. "Due to the non-contact removal, the workpiece remains free of force and deformation during the entire machining time. This means that there is no loss of accuracy even with very thin and delicate components. Long parts can also be easily machined."
The systems can be programmed and controlled using the GL.control software, also developed by GFH. The intuitive and simple operating concept, the integration of the CAD/CAM functions as well as the complete integration of all subsystems, such as the laser, scanner or drilling optics make it easier for the user to operate the machine," said Lendner.
The PLC offers real-time access for the laser control, so that the laser can be switched on with an accuracy of 40 nm at full dynamic of the axes.
For more information contact:
GFH GmbH
www.gfh-gmbh.de