
With its drop-style door, Borden Accuracy's CUT E 350 provides the shop with easy, convenient access to the worktable and to its side-by-side filters that are accessible and simple to maintain.
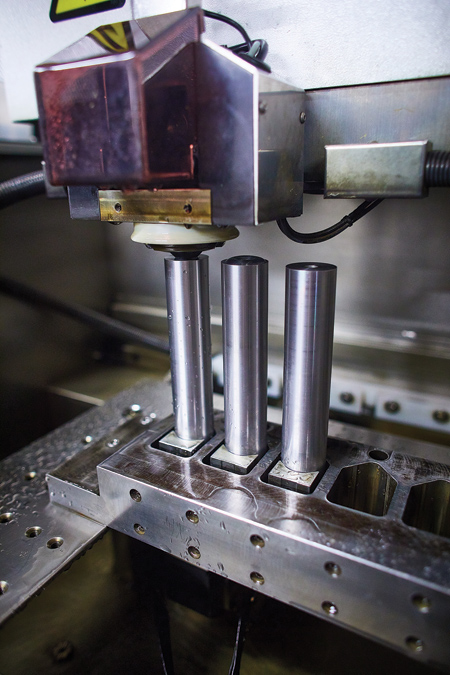
Borden Accuracy rifle actions measure between 7.500" and 10.000" long and are cut standing up long ways, so the shop's CUT E 350's reliable and repeatable automatic wire threading is critical.

Borden hardens the materials to 40 Rockwell for action bodies and 44 Rockwell for its bolts that are made entirely from the chromium-molybdenum alloy.

Borden Accuracy has found that wire EDM is the most cost-effective strategy for cutting the shop's super-hard part materials.

According to Jim Borden, the use of a well-programmed wire EDM, such as the shop's CUT E 350, makes for the smallest possible variation in tolerance, which makes it possible for full interoperability between the various same-sized types of actions and bolts.
Jim Borden had garnered an impressive list of achievements by the time he retired from 35 years as a high-power silhouette and benchrest long-distance competitive shooter. Prior to his induction into the United States Benchrest Hall of Fame in 1997, he won 11 National Championships, 10 world records and the Gold Precision Rifleman Award from the International Benchrest Shooters.
And while he may be retired, Borden continues to maintain something of a celebrity status and play a key role in the competitive shooting world through his shop's design and manufacture of high-precision rifle receivers/actions. The actions, produced at Borden Accuracy (Springville, PA), have provided a competitive advantage in more than 100 recent national championships and world records achieved by other well-known professional match shooters from around the world.
In the 6,000 sq. ft. combination machine shop and showroom, Borden today oversees the production of these highly accurate actions after spending a competitive shooting career frustrated with other manufacturers' products. As a former mechanical engineer at a Fortune 500 company, Borden was well-equipped to find new and better ways to do things, and with some friends in the world of competitive shooting, started modifying OEMs' factory-produced actions as well as building custom rifles. As a result, he and his friends began winning championships and setting records.
According to Borden, that success was all based on one fact: contrary to popular belief, the accuracy of a rifle depends more on its action than its barrel.
At Borden's level of shooting, the precision, concentricity and perpendicularity of the rifle's action is critical. For example, the firing pin must strike the primer exactly the same way every time to ensure that the bullet hits the same spot every time, as one does in benchrest shooting.
Eventually, Borden left his corporate engineering career to focus on his growing business, and by the middle of 2001, he decided to give up re-working factory-made actions in favor of manufacturing his own. Within a year, he added Borden-made actions alongside his existing rifle stock manufacturing business.
It was a return to form for Borden, who had grown up in his father and grandfather's machine shop, and he took the opportunity to bring his own family into the business. Today, he works alongside his wife, two sons, his daughter and his son-in-law.
Borden Accuracy now produces more than 1,000 actions per year and still has trouble keeping up with demand. There is consistently a three to four month wait list for the shop's plug & play actions.
Progressing from one second-hand CNC machine tool, the shop now has a full line-up of machines. Among them is a recently acquired AgieCharmilles CUT E 350 wire electrical discharge machine (EDM) from GF Machining Solutions, which has proven critical to Borden's special action manufacturing process.
The high-performance and high-productivity CUT E Series machines incorporate a broad range of technologies to help manufacturers like Borden Accuracy boost flexibility and accelerate time to market. Advanced capabilities include intuitive large touchscreen human-machine interfaces (HMIs), onboard Intelligent Collision Protection, built-in machining strategies and flexible job management.
The CUT E 350 lets Borden Accuracy process information about part geometries, machining processes and command programs all within a single file. Additionally, more than 10 automated measurement cycles are available to assist with the shop's workpiece preparation, and onboard AC CAM Easy allows them to prepare an ISO file and post-process it into a job during machining.
The machine's compact, space-saving design incorporates high rigidity for extremely accurate cutting. With its drop-style door, the machine gives Borden Accuracy easy, convenient access to the worktable, and its side-by-side filters are accessible and simple to maintain. The machine also accommodates large 25 kg spools of wire to facilitate greater levels of automation and unmanned machining.
Precision and repeatability are paramount to Borden Accuracy's EDM operations. "This is why the CUT E 350 features integrated glass scales designed to ensure long-term, repeatable accuracy, require no recalibration and eliminate errors found in traditional screw systems due to backlash and wear," said a company spokesperson.
A rifle action is a relatively simple component, comprised of an action body and a bolt. To achieve the smoothest bolt action/movement and avoid galling, Borden Accuracy produces its action bodies from raw stainless steel, chromium-molybdenum alloy steel and titanium, as opposed to castings.
Borden hardens the materials to 40 Rockwell for action bodies and 44 Rockwell for its bolts that are made entirely from the chromium-molybdenum alloy. "The purpose of the CUT E 350 is to achieve the legendary Borden Accuracy action smoothness that has been the competitive advantage for hundreds of professional shooters," said the spokesperson.
"Some of my competitors still broach their action body raceways," said Borden, "but it is impossible to broach 40 Rockwell bodies. 35 Rockwell is about as high as you can broach, and the problem with stainless steels is how gummy and sticky they get at that hardness. Wire EDM is the most cost-effective strategy for cutting these super-hard materials."
While part hardness is inconsequential to the EDM process, the shapes and sizes of the actions pose other challenges. The actions measure between 7.500" and 10.000" long and are cut standing up long ways. This not only creates difficult flushing conditions, but also complicates automatic wire threading, which is a mandatory machine function for the shop's unattended EDM operations.
Because of these difficulties, Borden was consistently disappointed in the resulting bodies when it used to farm out its EDM work, so in 2012, he purchased his first EDM machine. "In terms of production, the older machine could not hold a candle to the newly redesigned CUT E 350," said Borden. In just the first three months, that machine had already cut more parts than the previous one had cut in a year's time.
In addition to achieving higher throughput due to switching to a superior EDM wire type, Borden credits the CUT E 350's optimized Intelligent Power Generator for many of the productivity gains. In his words, "It burns faster; it cuts faster." Likewise, the improved HMI control handles programs much more expediently.
However, the bulk of the throughput increase came from sheer reliability. Since installing the machine, the Bordens have run it straight through the workweek when they are not running it 24/7. Borden's solution to any repeatability issues was clever fixturing produced right on the same EDM. This ensures the fixturing is as accurate as the part it will hold.
During lights-out operations, the machine's Industrial Internet of Things (IIoT) solutions make it simple for the Bordens to edit programs and monitor processes remotely from anywhere. And while he and his sons still check the wire supply via live video from the shop floor before bed and after waking up, they have found that they can rely on their CUT E 350 to work around the clock without operator intervention.
To achieve an average burn time of four hours per action body, Borden closely evaluates and optimizes the process-the same way he achieved his world records in shooting. "The typical American manufacturing practice is produce until you make a reject and then adjust," he noted. "We forward produce. We predict where we are going by measuring our process. The use of a well-programmed wire EDM makes for the smallest possible variation in tolerance, which makes it possible for full interoperability between the various same-sized types of actions and bolts."
Despite his long and storied career, Borden does not believe he will slow down anytime soon. The shop is adding new products, such as receivers for the .50 caliber M2 Browning and various CheyTac USA rifles along with actions for the .338 Lapua Magnum. From his backyard 100' range, Jim Borden will continue aiming for success, looking down the sights of the rifles he used to change the sport forever.
For more information contact:
Borden Rifles/Borden Accuracy
1325 Sheldon Hill Road
Springville, PA 18844
570-965-2505
info@bordenrifles.com
www.bordenrifles.com
GF Machining Solutions LLC
560 Bond St.
Lincolnshire, IL 60069-4224
847-913-5300
www.gfms.com/us