
Testing the 3-D printed brake caliper from Bugatti. The video is available at: https://youtu.be/hPkY8nBWxoU.

"Built on the SLM 500, this Bugatti brake caliper is the volumetrically largest functional titanium component in the world," said a spokesperson.

Additively manufactured spoiler bracket on an SLM 500.

Series-production motor bracket with integrated cooling channels from Bugatti.
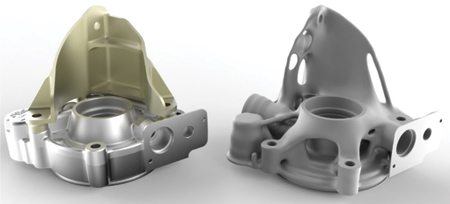
Front axle differential before and after bionic optimization.

Eight Bugatti cam covers built together on one SLM 800 plate.

Up to five large-format SLM 800 selective laser melting machines can be connected to an SLM HUB for fully automated operation, powder handling and unpacking.
Metal additive manufacturing (AM) technology is accelerating industrial development in the automotive sector, as shown by the repeated success of the Bugatti sports car brand in achieving consistent function integration and significant performance optimization of components. Multiple metal 3-D printed functional components from Bugatti are produced on machines developed and manufactured by SLM Solutions.
"Sparks flew during recent dynamic bench testing of a Bugatti brake caliper, the volumetrically largest functional titanium component built with selective laser melting. This is proof that additively produced metal components can cope with extreme strength, stiffness and temperature requirements at speeds of over 375 km/h with a braking force of 1.35 g and brake disc temperatures up to 1,100 °C," said Frank Götzke, Head of New Technologies at Bugatti. The caliper test showed that a tensile strength of 1,250 N/sq. mm and a material density over 99.7% was achieved.
The component was manufactured in aerospace alloy Ti6Al4V with Fraunhofer IAPT (formerly Laser Zentrum Nord) and Bionic Production AG on an SLM 500 featuring four 400W lasers.
Bugatti utilizes selective laser melting not only for lightweighting, but also within the functional scope of its vehicles. "We always strive for absolute perfection, stylistic as well as technical, as well as considering the perfect synergy of both elements-the tradition of Ettore Bugatti we uphold," Götzke stated. An active spoiler bracket, manufactured on an SLM 500 with Fraunhofer IAPT, represents this combination, aiding the 1,500 HP vehicle to reach speeds of 400 km/h in just 32.6 seconds and bringing it back to a stop in just nine seconds. The active rear spoiler can be adjusted in height and angle, supporting the sophisticated aerodynamics required.
Bugatti teamed with Siemens to optimize the bracket for production and reduce the number of iterations needed to optimize for weight and rigidity. Utilizing 3-D printed titanium with a tensile strength of 1,250 MPa and a material density of over 99.7%, the spoiler bracket was reduced by 5.4 kg, a weight reduction of 53%, yet rigidity was increased while no functional benefits were sacrificed.
Another part is a small motor bracket with integrated water cooling that acts an active heat shield to reduce transferred heat. The motor bracket has been installed in all series vehicles since the delivery of the first Bugatti Chiron from the manufacturer's production facility in Molsheim, France.
The Chiron, like its predecessor, the Veyron, has two separate water-cooling circuits to keep the component and system temperatures at an acceptable level, even under the most extreme environmental and operating conditions. The high-temperature circuit is used to cool the 1,500 HP W16 engine of the supercar, while the low-temperature circuit ensures that the intake charge cooling temperature remains suitably low. A bypass flow filter of the NT circuit supplies the console while isolating the electronic components from the temperatures of the transmission oil tank. The primary task of the bracket is to engage the gears while opening and closing the two clutches of the 7-speed dual-clutch transmission while including the control unit. As a result, the temperature at the electric motor and at the control unit of the pump when driving through a demanding handling course can be lowered from 130 °C to 90 °C, a reduction of 40 °C.
The bracket, which was manufactured in the alloy AlSi10Mg on an SLM 280 Twin, was commissioned by SLM Solutions at Rolf Lenk Werkzeugbau GmbH.
However, the start of the cooperation between the Volkswagen subsidiary Bugatti and the SLM Solutions Group AG dates back to the design, calculation and later production of a bionically optimized front axle differential housing at the turn of the year 2014/2015. Bugatti Manager Götzke recalled a meeting more or less by chance in the parking lot of the Volkswagen Tor Ost headquarters in Wolfsburg, stating that this was "A real stroke of luck" that continues today. Ralf Frohwerk, Global Head of Business Development at SLM Solutions, the first and current Bugatti contact at SLM, said that this has indeed resulted in a very trusting cooperation from the outset.
Incidentally, that front axle differential housing was manufactured by Audi AG at its company locations in Ingolstadt and Györ on SLM 280 machines, with the objective of comparing the influencing factors of varying locations in regard to component quality.
How will the cooperation grow? Götzke and Frohwerk gave a clear answer to this question at the past Formnext in Frankfurt. The SLM Solutions booth featured eight Bugatti W16 cylinder head covers that were created in a single construction job on an SLM 800-with each hood measuring 285 mm wide and 65 mm thick and 735 mm tall.
For more information contact:
SLM Solutions NA, Inc.
48561 Alpha Drive, Suite 300
Wixom, MI 48393
248-243-5400
info@slm-solutions.us
www.slm-solutions.us