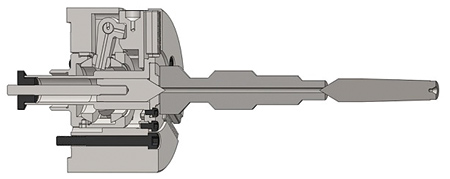
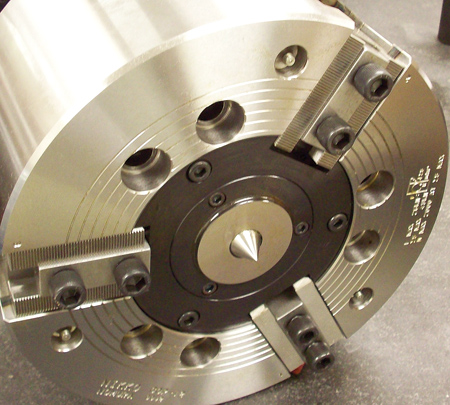
Cylindrical grinding between centers can be cumbersome when the part has no feature that can be used for driving. That gets even more challenging if the goal is to automate the grind cell with an automatic loader. Powerhold has developed a process for numerous customers using a compensating jaw chuck to drive the part between centers for grinding. Compensating jaw chucks are often used for turning work on shafts and rifle barrels, but are not normally known to use for cylindrical grinding. A typical compensating jaw chuck has a springloaded center-point that locates the part against a chuck-mounted part rest, and either 2 or 3 jaws that are connected on a swivel internal to the chuck so that they can clamp on a surface that is not concentric to the locating center. On a typical 7" chuck the part grip surface can be out of round as much as 4 mm to the locating center. The jaws each contact the part individually, and the swivel self-aligns so that the drawbar pull force is equal on all the jaws even though they are not centering the part.
In order to get the proper results for grinding, Powerhold retrofits the chuck with a fixed center housing, with a high accuracy carbide dead center. Special top jaws are provided that minimize lift of the part off the center-point. A custom-made part rest is also supplied on the chuck face. Center-points can be standard 60° tip, or special sizes, female style, bullnose style or whatever is required. Tailstock force is required to hold the part on the chuck center-point, and must be kept low, especially on small parts that could deflect under higher tailstock forces.
Center quality on the workpiece is critical to getting good results. The repeatability of the grind process will only be as good as the centers on each end of the workpiece.
Powerhold has achieved parts cylindrically ground to better than 50 millionths with this set-up. Because there is no drive dog or drive pin, a robot can load the parts into the chuck with no concern for orientation. Jaw stroke is typically 8 mm or more per jaw on these chucks so there is no concern for tight fit or load clearance with the robotics, as opposed to compensating collet chucks which have much smaller load clearance. An air actuator is often part of the complete grinder spindle package, allowing the operator to tune the clamp force to the application requirement.
Powerhold provides the chuck, center-point and center housing, part rest, spindle adapter, drawtube connection and air cylinder as part of its package for grind applications. The most common chuck size is a 7" version, but the chucks come in 8 and 12" sizes for larger parts if required.
For more information contact:
Scott Strang
Powerhold, Inc.
Old Indian Trail
P.O. Box 447
Middlefield, CT 06455-0447
860-349-1044
sstrang@powerholdinc.com
www.powerholdinc.com
Southwest
Will Spooner
Powerhold Inc.
860-349-1044
wspooner@powerholdinc.com
Southeast
NC, SC, VA
Will Spooner
Powerhold, Inc.
860-349-1044
wspooner@powerholdinc.com
AL, FL, GA, MS, TN
Scott Strang
Powerhold, Inc.
860-349-1044
sstrang@powerholdinc.com
Northeast
New England, W. NY, W. PA
Michael DeVito
Powerhold, Inc.
860-349-1044
mdevito@powerholdinc.com
NJ, E. PA, E. NY, MD, DE
Scott Strang
Powerhold, Inc.
860-349-1044
sstrang@powerholdinc.com
Midwest
IN, W. OH, IL, WI, MN
Will Spooner
Powerhold, Inc.
860-349-1044
wspooner@powerholdinc.com
IA, KS, KY, MI, MO, NE, ND, SD, E. OH
Scott Strang
Powerhold, Inc.
860-349-1044
sstrang@powerholdinc.com
West
CO
Will Spooner
Powerhold, Inc.
860-349-1044
wspooner@powerholdinc.com
All other areas
Scott Strang
Powerhold, Inc.
860-349-1044
sstrang@powerholdinc.com