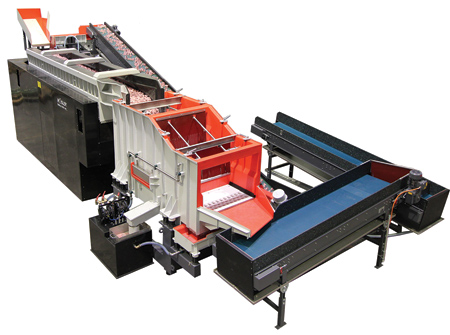
The R 550/4600 DA continuous feed finishing machine handles about 30 different die castings with a maximum diameter of 300 mm (12").

To prevent any damage to the delicate workpieces during the separation cycle, the multi-deck vibratory screening unit contains two steps with minimal drop heights. The undersize media classification system is equipped with an adjustable bar screen.
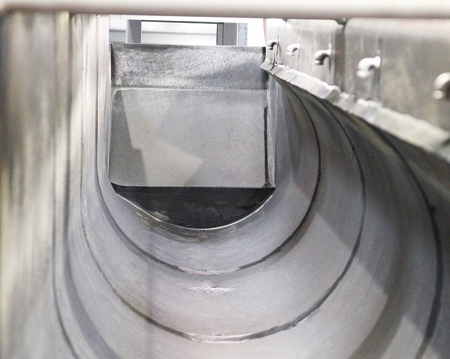
The single curve U-shaped cross section of the processing channel enables optimum movement of the media and workpieces through the machine.
"When it comes to high volume production of complex aluminum die castings, numerous automobile manufacturers and suppliers depend on Kovolis Hedvikov a.s. (Czech Republic) as a valuable partner," said a company spokesperson. In order to expand its capacity and achieve more flexibility in the overall manufacturing process, the company purchased a new vibratory finishing system that can handle a wide variety of workpieces and could be custom engineered to fit into the available space at its facility.
Jiri Buzek, Manager of foundry III at Kovolis, explained the need for a new vibratory finishing system. "Our product portfolio underwent a drastic change in the past years," he said. "The trend goes more and more to larger and more delicate components, which require a vibratory finishing step after punch deburring for their downstream handling. Our existing finishing system was not designed for this and had also reached the end of its productive service life." The new system had to not only cope with larger workpieces, but also had to provide a gentler finishing process while maintaining high equipment uptimes and cost efficiency. However, above all else, the new finishing system had to be integrated into Kovolis' existing manufacturing operation, utilizing an existing workpiece loading device and hot air belt drier.
The planning engineers at Kovolis submitted these specifications to two German finishing equipment suppliers. "We decided to go with the Rosler continuous feed vibratory finishing system because it offers ample capacity, and Rosler met all our special technical requirements," said Buzek. "Of course, the fact that our company has had excellent experience with other equipment from the same distributor certainly helped." Another important factor in the purchasing decision was the fact that, besides the equipment, Rosler can also supply all compounds and finishing media to the customer. This allows for a finishing process that is highly adaptable to the customer's workpieces.
Rosler's continuous feed finishing system consists of a linear continuous feed machine, type R 550/4600 DA, with a usable length of 4.6 meters (15'). The functions of Kovolis' existing workpiece loading system and hot air belt drier were integrated into the overall system controls of the finishing system. "Rosler met all of our technical requirements and provided valuable support in optimizing our finishing process," said Buzek.
About 30 different workpieces with a maximum diameter of 300 mm (12") are currently processed in the R 550/4600 DA. Since it can handle parts with diameters of up to 400 mm (16"), this machine offers a high degree of flexibility for future workpieces. In addition, the system for automatic workpiece loading can be easily adapted to a new workpiece loading system, which may be installed at a later time. Depending on their individual design the castings are fed into the finishing system at cycle times between 30 and 60 seconds. The single curve U-shaped cross section of the processing channel enables optimum movement of the media and workpieces through the machine. "This unique design, and the use of high performance plastic media type RKM, produces perfect finishing results within a maximum processing time of eight minutes," said a Rosler spokesperson. "The processing time can be adjusted by simply increasing the inclination of the processing bowl. Compared to systems with a separate vibratory discharge channel, the workpieces are travelling through the machine at a constant speed. This prevents any jams, which could cause nicking or deformation of the workpieces."
To prevent any damage to the delicate workpieces during the separation cycle, a multi-deck vibratory screening unit was used, which contains two steps with minimal drop heights. The undersize media classification system is equipped with an adjustable bar screen, which allows Kovolis to decide at which dimensions undersize media must be discharged.
Since the finished die castings do not undergo a separate cleaning step for the removal of media fines from their surface, the separation unit is instead equipped with a spray-rinse station. After the workpieces have passed through the hot air belt drier, they go straight to packaging or machining.
In addition to the R 550/4600 DA finishing machine, Kovolis also purchased a fully automatic centrifuge, type Z 1000, for cleaning the process water. Besides the new finishing system, this unit also handles all existing rotary vibrators. With a centrifugal force of up to 2,000 g, the centrifuge removes solid particles bigger than 2 µm from the process water. Discharge of the sludge (which weighs up to 66 lbs.) from the rotating drum is a fully automatic process.
"In competitive centrifugal systems, the peeling knife is constantly rotating with the drum," said the spokesperson. "However, the Z 1000 is equipped with a stationary peeling knife. During the peeling cycle the knife pneumatically moves to the inner wall of the slowly rotating drum and removes the sludge without placing any additional load on the drum bearings." Upon completion of the peeling cycle, the inside of the drum is cleaned by a spray rinse system. This prevents any additional sludge deposits, which during subsequent peeling cycles might lead to an imbalance, causing premature wear of the drum bearings.
"In the past, we cleaned our process water chemically or with a semi-automatic centrifuge," said Buzek. "This was highly labor intensive and costly. In regards to process water cleaning, Rosler provided us again with the optimum solution. We are certain that with the new equipment we will not only improve the quality of our finishing operation, but at the same time will become more cost efficient."
Kovolis Hedvikov a.s. was founded in 1816 as an ironworking operation and has a long and eventful history. Since 1945, the company has focused entirely on aluminum die casting. Today, Kovolis produces components from nine different aluminum alloys weighing between 200 grams (7 oz.) and 8 kg (18 lbs.) with different casting technologies such as vacuum investment casting and rheocasting. It has a wide product range, including brakes, power steering systems, turbo chargers and compressors for air conditioning systems. Its customers are well-known car manufacturers and Tier 1 suppliers who also employ Kovolis as an important partner for product development. In addition to production, Kovolis provides services for machining, heat treatment and surface finishing.
The Rosler group has provided surface finishing and surface preparation for more than 80 years. It offers a comprehensive range of shot blasting and vibratory finishing equipment, consumables and services.
For more information contact:
Rosler Metal Finishing USA, LLC
1551 Denso Road
Battle Creek, MI 49037
269-441-3000
rosler-us@rosler.com
www.rosler.us
Kovolis Hedvikov a.s.
www.kovolis-hedvikov/cz